{kind=link}
{kind=link}
Литье под давлением — это процесс формования металла, позволяющий создавать точные, детализированные изделия путем впрыскивания расплавленного металла в многоразовые формы.
Эта технология обеспечивает превосходную точность размеров, гладкие поверхности и сложные формы, которых трудно достичь с помощью других методов.
Процесс литья под давлением начинается с подготовки стальной формы, называемой матрицей. Матрица состоит из двух половин, которые соединяются, образуя полость, имеющую форму готовой детали.
Когда начинается процесс, матрица зажимается с огромной силой.
Затем расплавленный металл впрыскивается в матрицу под высоким давлением. Металл очень быстро заполняет все пространства в полости, что помогает создавать детали с тонкими стенками.
После затвердевания металла матрица открывается, и деталь извлекается. Этот процесс может быстро повторяться, позволяя изготавливать сотни идентичных деталей в час.
Что такое пористость при литье под давлением?
Высокая скорость процесса литья под давлением делает образование некоторой пористости практически неизбежным.
Пористость — это отверстия, пустоты или воздушные полости, образующиеся внутри или на поверхности детали, отлитой под давлением. Эти дефекты варьируются от мельчайших микроскопических пор (микропор) до более крупных видимых пустот.
Иногда это проявляется в виде небольших вмятин на поверхности или обнаруживается внутри в ходе испытаний.
Пористость – это нежелательные пустоты в том, что должно быть твердым металлом. Эти пустоты могут иметь различную форму:
- Поверхностная пористостьВидно снаружи деталей.
- Внутренняя пористость: Скрыто внутри структуры детали
- Газовая пористостьОбразуется из захваченных газов.
- Усадочная пористостьОбразуется при охлаждении и сжатии металла.
Пористость — довольно распространённое явление в литье под давлением. Большинство производителей допускают определённый уровень внутренней пористости, но чрезмерная или поверхностная пористость может сделать детали непригодными для использования.
Причины пористости при литье под давлением
Пористость в отливках под давлением обусловлена несколькими факторами. Главная причина — захваченный воздух или газ в процессе впрыска металла. Когда расплавленный металл с высокой скоростью врывается в форму, он может задерживать воздух, которому некуда выйти.
Неправильный контроль температуры также приводит к пористости. Если температура литья неравномерна, металл затвердевает с разной скоростью, образуя пустоты.
Другие частые причины включают:
- Недостаточная вентиляция в конструкции кристалла.
- Избыток смазки на поверхностях штампов.
- Неправильные системы ворот или направляющих
- Неправильная скорость впрыска металла
- Турбулентный поток металла во время заливки
Как предотвратить образование чрезмерной пористости
Проектные требования
Начните с конструкции штампа, обеспечивающей плавный поток металла. Избегайте острых углов и резких перепадов толщины, которые могут привести к задержке воздуха или возникновению турбулентности.
Предусмотрите в вашем водоотводном канале переливные колодцы и вентиляционные отверстия соответствующего размера. пресс-формыЭти особенности позволяют газам выходить наружу во время процесса литья, уменьшая количество пузырьков воздуха, попавших в ловушку.
Рассмотрите возможность добавления вакуумной системы к вашей системе литья под давлением. Это помогает удалить воздух из полости формы до того, как расплавленный металл попадет внутрь, что значительно снижает газовую пористость.
Убедитесь, что ваша система затворов направляет поток металла таким образом, чтобы газы направлялись к вентиляционным отверстиям, а не задерживались там.
Выбор материала
Выберите алюминиевые сплавы по возможности с более низкими свойствами поглощения газа. Некоторые сплавы обладают естественным сопротивлением поглощению водорода, что снижает вероятность образования газовой пористости.
Перед литьём убедитесь, что металл должным образом дегазирован.
Помните, что материалы следует хранить в контролируемых условиях, чтобы предотвратить поглощение влаги. Влага может привести к попаданию водорода в сплавы во время плавки.
Также можно использовать флюсовые обработки, которые помогают удалить примеси, способные вызвать пористость. Чистый металл позволяет получать более чистые отливки с меньшим количеством дефектов.
Контроль параметров процесса
Установите правильную температуру как для металла, так и для штампа. Слишком высокая температура приведет к расширению газов; слишком низкая – металл затвердеет раньше, чем газы выйдут.
В процессе затвердевания необходимо поддерживать постоянное давление. Это помогает предотвратить усадочную пористость, заставляя дополнительный металл заполнять области, в которых в противном случае могли бы образоваться пустоты.
Обратите внимание на время цикла и скорость охлаждения. Охлаждение обеспечивает выход газов до полного затвердевания металла.
Обнаружение и измерение пористости
Существует несколько методов обнаружения этих скрытых пустот, от простого визуального осмотра до передовых технологий визуализации.
Неразрушающие методы контроля
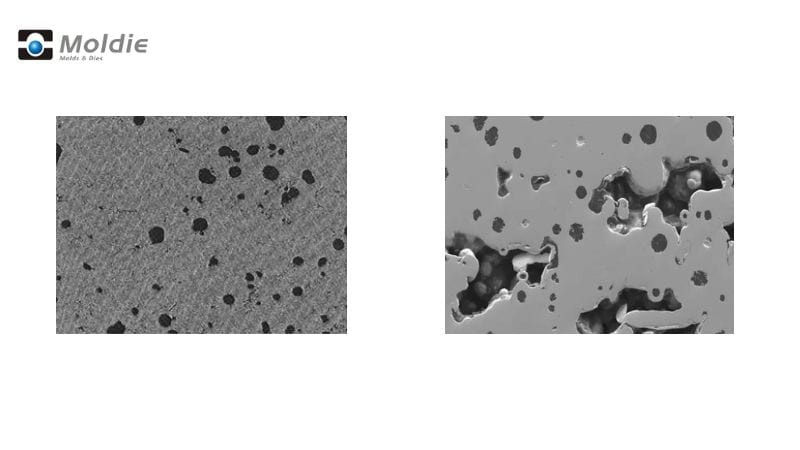
Рентгеновский контроль — один из наиболее распространенных способов обнаружения пористости без повреждения деталей. Этот метод создает изображения, на которых внутренние пустоты видны как более темные пятна на металлическом фоне.
Вы можете быстро просканировать несколько деталей и выявить проблемы, не разрезая ничего.
Компьютерная томография (КТ) обеспечивает более детальное трехмерное изображение внутренних структур. Эта передовая методика позволяет точно определить места образования пор внутри детали и точно измерить их объем.
Компьютерная томография особенно полезна для сложных деталей, где расположение пор имеет значение.
Ультразвуковой контроль использует звуковые волны для обнаружения дефектов внутри металлических деталей. Когда звуковые волны попадают в пустоту, они отражаются по-другому.
Этот метод хорошо подходит для обнаружения более крупных скоплений пористости.
Количественная оценка пористости
Измерение степени пористости помогает определить, соответствует ли деталь стандартам качества. Метод Архимеда сравнивает вес детали на воздухе и в жидкости для расчета разницы в плотности, вызванной внутренними пустотами.
Этот простой подход позволяет получить общий процент пористости.
Металлография включает в себя разрезание образца, полировку поверхности и ее исследование под микроскопом. С помощью этого метода можно измерить размер и распределение пор на срезе.
Этот метод позволяет получить подробную информацию о конкретных областях, но требует уничтожения образца.
Программное обеспечение для анализа изображений может количественно определять пористость по данным рентгеновских снимков или компьютерной томографии. Программа автоматически рассчитывает процентное содержание пустот, их размеры и распределение.
Решение проблем, связанных с пористостью.
Очистка пористых отливок
Для точного определения проблем с пористостью осмотрите отливки под 5-10-кратным увеличением. Это поможет вам определить, является ли проблема газовой пористостью (округлые пузырьки) или усадочной пористостью (неправильные полости).
Для решения незначительных проблем с пористостью эффективна пропитка. Этот процесс заполняет пустоты герметиком, обеспечивая герметичность деталей. Он широко используется для деталей, которые должны удерживать жидкости или газы.
Дополнительные операции, такие как горячее изостатическое прессование (ГИП), позволяют устранить внутреннюю пористость. В этом процессе используется высокое давление и температура для сжатия и устранения внутренних пустот.
Выберите литье под давлением для вашего следующего проекта.
Столкнулись с проблемой пористости в литых под давлением деталях? Газовая пористость, усадочная пористость и пустоты, вызванные захваченным воздухом или неравномерным затвердеванием, могут поставить под угрозу структурную целостность литых деталей, повлиять на их механические характеристики и привести к риску коррозии. Литье под давлениемМы специализируемся на передовых решениях для процессов литья под давлением, позволяющих контролировать пористость и обеспечивать безупречные результаты.
Наш опыт в оптимизации потока расплавленного металла, впрыска под высоким давлением и точных параметров обработки обеспечивает минимальную усадочную пористость и исключает попадание воздуха в процессе литья. Путем подбора толщины стенок, выбора сплавов (включая цинк и магний) и контроля процесса затвердевания мы устраняем причины пористости на каждом этапе. Для ответственных применений мы предлагаем вакуумную пропитку или методы создания избыточного давления воздуха для герметизации пор и повышения долговечности, в том числе и после механической обработки.
Зачем соглашаться на дефекты• Сотрудничайте с нами для экономичного и высококачественного литья металлов, где приоритет отдается контролю качества и максимальной производительности деталей. Свяжитесь с нами сегодня по телефону: литье из литого металла Давайте обсудим, как мы можем вселить уверенность в ваш следующий проект, гарантируя, что каждая отлитая деталь будет соответствовать высочайшим стандартам точности и надежности. Давайте превратим ваши проблемы с пористостью в совершенные решения!
Часто задаваемые вопросы (FAQ)
Какие типы пористости чаще всего встречаются в литых металлах?
В отливках под давлением обычно встречаются три основных типа пористости. Газовая пористость возникает, когда газы задерживаются в металле во время затвердевания, образуя небольшие округлые пустоты.
Усадочная пористость образуется при неравномерном охлаждении металла, создавая пустоты неправильной формы в более толстых участках по мере сжатия металла.
В процессе кристаллизации металла между дендритными структурами появляется междендритная пористость, часто в областях с более медленной скоростью охлаждения.
Каковы стандартные уровни пористости ASTM E505 для литья?
Стандарт ASTM E505 использует эталонные рентгенограммы для классификации уровней пористости по шкале от 1 до 7. Уровень 1 указывает на минимальную пористость, а уровень 7 — на высокую пористость.