{kind=link}
{kind=link}
La pressofusione è un processo di formatura dei metalli che consente di creare parti precise e dettagliate iniettando metallo fuso in stampi riutilizzabili.
Offre un'eccellente precisione dimensionale, superfici lisce e forme complesse che sarebbero difficili da ottenere con altre tecniche.
La pressofusione inizia con la preparazione di uno stampo in acciaio, chiamato stampo. Lo stampo è composto da due metà che si uniscono per formare una cavità dalla forma simile a quella del pezzo finale.
Quando il processo inizia, lo stampo viene serrato con una forza enorme.
Il metallo fuso viene quindi iniettato nello stampo ad alta pressione. Il metallo riempie rapidamente tutti gli spazi della cavità, contribuendo a creare parti dettagliate con pareti sottili.
Una volta solidificato il metallo, lo stampo si apre e il pezzo viene espulso. Il processo può ripetersi rapidamente, producendo centinaia di pezzi identici all'ora.
Che cosa è la porosità della pressofusione
L'elevata velocità della pressofusione rende quasi inevitabile la presenza di porosità.
La porosità si riferisce a fori, vuoti o sacche d'aria che si formano all'interno o sulla superficie di un componente pressofuso. Questi difetti vanno da minuscoli pori microscopici (micropori) a vuoti visibili più grandi.
A volte si presentano sotto forma di piccole rientranze sulla superficie oppure vengono scoperte internamente durante i test.
Pensate alla porosità come a spazi indesiderati in quello che dovrebbe essere metallo solido. Questi vuoti possono presentarsi in diversi modi:
- Porosità superficiale: Visibile all'esterno delle parti
- Porosità interna: Nascosto all'interno della struttura della parte
- Porosità gassosa: Formato da gas intrappolati
- Porosità da ritiro: Creato quando il metallo si raffredda e si contrae
La porosità è in realtà comune nella pressofusione. La maggior parte dei produttori accetta un certo livello di porosità interna, ma una porosità eccessiva o superficiale può rendere i pezzi inutilizzabili.
Cause della porosità nella pressofusione
Diversi fattori contribuiscono alla porosità nella pressofusione. Il principale responsabile è l'aria o il gas intrappolati durante il processo di iniezione del metallo. Quando il metallo fuso si riversa nello stampo ad alta velocità, può intrappolare aria che non ha modo di fuoriuscire.
Anche un controllo inadeguato della temperatura causa porosità. Se la temperatura di fusione non è uniforme, il metallo solidifica a velocità diverse, creando vuoti.
Altre cause comuni includono:
- Ventilazione inadeguata nella progettazione dello stampo
- Troppo lubrificante sulle superfici dello stampo
- Sistemi di distribuzione o di scorrimento non adeguati
- Velocità di iniezione del metallo errata
- Flusso turbolento di metallo durante il riempimento
Come prevenire la creazione di troppa porosità
Considerazioni sulla progettazione
Inizia con una progettazione dello stampo che favorisca un flusso fluido del metallo. Evita angoli acuti e improvvisi cambiamenti di spessore che possono intrappolare aria o causare turbolenze.
Includere pozzetti di troppo pieno e sfiati di dimensioni adeguate nel tuo design della muffaQueste caratteristiche consentono ai gas di fuoriuscire durante il processo di fusione, riducendo le bolle d'aria intrappolate.
Si consiglia di aggiungere il vuoto al sistema di pressofusione. Questo aiuta a rimuovere l'aria dalla cavità dello stampo prima che il metallo fuso vi entri, riducendo significativamente la porosità da gas.
Assicuratevi che il vostro sistema di distribuzione indirizzi il flusso del metallo in modo da spingere i gas verso le prese d'aria anziché intrappolarli.
Selezione del Materiale
Scegli leghe di alluminio con minori proprietà di assorbimento dei gas, ove possibile. Alcune leghe resistono naturalmente all'assorbimento di idrogeno, riducendo il rischio di porosità da gas.
Prima della fusione, assicurarsi che il metallo sia adeguatamente degassato.
Ricordatevi di conservare i materiali in ambienti controllati per evitare l'assorbimento di umidità. L'umidità può introdurre idrogeno nelle leghe durante la fusione.
È anche possibile utilizzare trattamenti con flussi che aiutano a rimuovere le impurità che potrebbero causare porosità. Un metallo pulito produce fusioni più pulite con meno difetti.
Controllo dei parametri di processo
Imposta la temperatura giusta sia per il metallo che per lo stampo. Se è troppo calda, i gas si espandono; se è troppo fredda, il metallo si solidifica prima che i gas fuoriescano.
Mantenere una pressione di tenuta costante durante la solidificazione. Questo aiuta a prevenire la porosità da ritiro, forzando ulteriore metallo in aree che altrimenti potrebbero formare vuoti.
Prestare attenzione ai tempi di ciclo e alle velocità di raffreddamento. Il raffreddamento garantisce che i gas abbiano il tempo di fuoriuscire prima che il metallo si solidifichi completamente.
Rilevamento e misurazione della porosità
Esistono diversi metodi per individuare questi vuoti nascosti, che vanno dalle semplici ispezioni visive alle tecnologie di imaging avanzate.
Metodi di prova non distruttivi
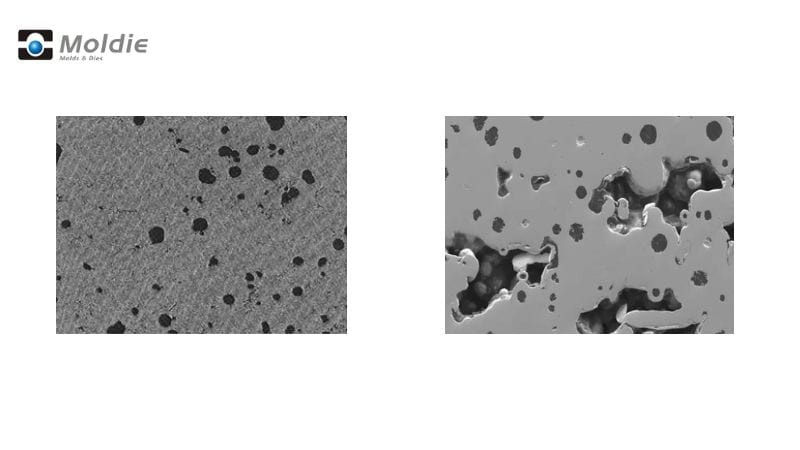
L'ispezione a raggi X è uno dei metodi più comuni per individuare porosità senza danneggiare i componenti. Questo metodo crea immagini che mostrano i vuoti interni come macchie più scure sullo sfondo metallico.
È possibile eseguire rapidamente la scansione di più parti e identificare i problemi senza dover tagliare nulla.
La TC (tomografia computerizzata) offre una visualizzazione 3D più dettagliata delle strutture interne. Questa tecnica avanzata consente di vedere esattamente dove si verifica la porosità all'interno del componente e di misurarne con precisione il volume.
La scansione TC è particolarmente utile per le parti complesse in cui la posizione della porosità è importante.
I test a ultrasuoni utilizzano le onde sonore per rilevare discontinuità all'interno di parti metalliche. Quando le onde sonore colpiscono un vuoto, si riflettono in modo diverso.
Questo metodo funziona bene per individuare cluster di porosità più grandi.
Valutazione quantitativa della porosità
Misurare la quantità di porosità aiuta a determinare se un componente soddisfa gli standard di qualità. Il metodo di Archimede confronta il peso di un componente in aria rispetto a quello in un liquido per calcolare le differenze di densità causate dai vuoti interni.
Questo semplice approccio fornisce una percentuale complessiva di porosità.
La metallografia prevede il taglio di un campione, la lucidatura della superficie e l'esame al microscopio. È possibile misurare le dimensioni e la distribuzione dei pori sulla superficie tagliata.
Questo metodo fornisce informazioni dettagliate su aree specifiche, ma richiede la distruzione del campione.
Un software di analisi delle immagini può quantificare la porosità a partire da dati radiografici o TC. Il software calcola automaticamente percentuali, dimensioni e distribuzione dei vuoti.
Affrontare i problemi di porosità
Bonifica di getti porosi
Ispezionate i vostri getti con un ingrandimento 5-10x per identificare correttamente eventuali problemi di porosità. Questo vi aiuterà a determinare se il problema è dovuto a porosità da gas (bolle arrotondate) o porosità da ritiro (cavità irregolari).
Per problemi di porosità minori, l'impregnazione è efficace. Questo processo riempie i vuoti con un sigillante, rendendo i componenti a tenuta di pressione. È comunemente utilizzato per componenti che devono contenere fluidi o gas.
Operazioni secondarie come la pressatura isostatica a caldo (HIP) possono risolvere il problema della porosità interna. Questo processo sfrutta alta pressione e temperatura per comprimere ed eliminare i vuoti interni.
Scegli Moldiecasting per il tuo prossimo progetto
Hai problemi di porosità nei tuoi componenti pressofusi? Porosità da gas, porosità da ritiro e vuoti causati da aria intrappolata o solidificazione irregolare possono compromettere l'integrità strutturale dei tuoi componenti pressofusi, influenzare le prestazioni meccaniche e portare a rischi di corrosione. Stampofusione, siamo specializzati in soluzioni avanzate per i processi di pressofusione per controllare la porosità e fornire risultati impeccabili.
La nostra competenza nell'ottimizzazione del flusso di metallo fuso, dell'iniezione ad alta pressione e dei parametri di precisione delle macchine garantisce una porosità da ritiro minima ed elimina l'aria intrappolata durante il processo di fusione. Personalizzando lo spessore delle pareti, la selezione delle leghe (tra cui zinco e magnesio) e i controlli di solidificazione, affrontiamo le cause della porosità in ogni fase. Per applicazioni critiche, offriamo tecniche di impregnazione sotto vuoto o ad aria compressa per sigillare i pori e migliorare la durata, anche dopo la lavorazione.
Perché accontentarsi difetti? Collabora con noi per una fusione di metalli conveniente e di alta qualità, che privilegia il controllo qualità e massimizza le prestazioni dei componenti. Contattaci oggi stesso a colata a stampo per discutere di come possiamo infondere fiducia nel tuo prossimo progetto, garantendo che ogni componente fuso soddisfi i più elevati standard di precisione e affidabilità. Trasformiamo le tue sfide di porosità in soluzioni perfette!
Domande frequenti
Quali sono i tipi più comuni di porosità presenti nei metalli fusi?
Le fusioni pressofuse presentano in genere tre tipi principali di problemi di porosità. La porosità da gas si verifica quando i gas rimangono intrappolati nel metallo durante la solidificazione, creando piccoli vuoti arrotondati.
La porosità da ritiro si forma quando il metallo si raffredda in modo non uniforme, creando vuoti di forma irregolare nelle sezioni più spesse man mano che il metallo si contrae.
La porosità interdendritica si manifesta tra le strutture dendritiche durante la cristallizzazione del metallo, spesso in aree con velocità di raffreddamento più lente.
Quali sono i livelli di porosità standard ASTM E505 per la fusione?
Lo standard ASTM E505 utilizza radiografie di riferimento per classificare i livelli di porosità su una scala da 1 a 7. Il livello 1 indica porosità minima, mentre il livello 7 indica porosità grave.