
{kind=link}
{kind=link}
Overview of Low Pressure Die Casting
Low pressure die casting is a metal forming process that creates high-quality parts by using controlled pressure to fill molds with molten metal. This method offers advantages in quality and precision compared to traditional casting techniques.
Definition and Principles
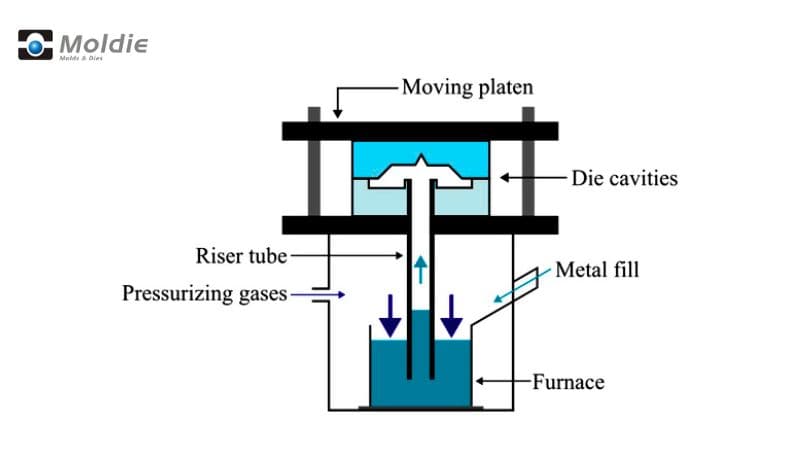
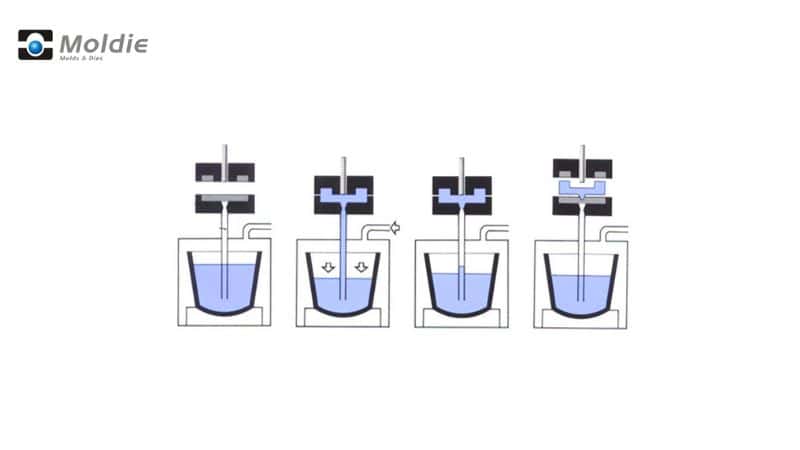
Low pressure die casting (LPDC) uses pressure to push molten metal upward into a die cavity. In this process, a pressurized furnace containing molten metal sits below the die. When pressure increases (typically 0.2-1.0 bar), it forces the metal up through a feed tube and into the mold.
The metal fills the die slowly and evenly, creating fewer defects than other casting methods. Once the metal solidifies, the pressure releases and unused metal flows back into the furnace.
History and Development
Low pressure die casting emerged in the mid-20th century as manufacturers sought more efficient casting methods. The automotive industry drove much of its early development, looking for ways to produce lighter, stronger components.
The process gained popularity in the 1950s and 1960s as automotive manufacturers began using it for wheels and engine parts.
Over time, improvements in pressure control systems, die designs, and metal alloys have made the process more reliable and versatile. Computer modeling now helps optimize mold filling and cooling.
Equipment and Machinery
Low pressure die casting requires specialized equipment to achieve quality results.
Die Construction and Materials
Dies for low pressure casting are typically made from H13 tool steel due to its excellent heat resistance and durability.These dies have complex cooling channels designed to control solidification rates which helps prevent defects like porosity and shrinkage.
Die designs usually include:
- Multiple cavities for higher production rates
- Carefully placed vents to release trapped gases
- Ejector pins for smooth part removal
The dies must withstand repeated heating and cooling cycles without cracking.
Some manufacturers now use 3D printing to create dies with conformal cooling channels that follow the part’s contours. This improves cooling efficiency and reduces cycle times.
Furnaces and Holding Systems
The furnace system is the heart of any low pressure die casting operation. You’ll typically use electric resistance furnaces that maintain precise temperature control of the molten metal.
Most modern systems include:
- Holding furnaces with capacities from 300-2000 kg
- Temperature control systems (±5°C precision)
- Pressurized chambers to force metal upward into the die
The furnace connects to the die through a riser tube, usually made of ceramic materials that can withstand high temperatures. This tube transfers molten metal from the furnace to the die cavity.
Some systems now feature dual chambers – one for melting and one for holding which gives a better control over metal quality while keeping production flowing.
Control and Monitoring Systems
Modern low pressure die casting machines feature sophisticated control systems that monitor every aspect of the process.
Key control features include:
- Programmable pressure profiles (typically 0.2-1.0 bar)
- Real-time temperature monitoring at multiple points
- Automated die lubrication systems
- Cycle timing controls
Most machines use PLC (Programmable Logic Controller) systems with touchscreen interfaces. These let you store and recall settings for different parts.
Some advanced systems even incorporate AI to optimize parameters based on previous production runs.
Process Parameters and Optimization
Successful low-pressure die casting depends on carefully controlling several key process variables. The right combination of pressure, temperature, and filling techniques directly impacts the quality of your final castings and production efficiency.
Pressure Control and Regulation
Typical pressure ranges used in this process are between 0.3 and 1.5 bar, which is very low compared to other casting methods.
Your process will usually include multiple pressure stages:
- Lifting pressure: Initial pressure to raise the molten metal
- Lifting time: Duration of the initial pressure application
- Filling pressure: Pressure applied during mold filling
- Filling time: How long the filling pressure is maintained
These parameters need careful adjustment based on your specific part geometry. Too little pressure can result in incomplete filling, while excess pressure might cause turbulence and gas entrapment.
Temperature Management
Temperature control affects both metal fluidity and solidification patterns in your castings. You’ll need to monitor several temperature zones:
Molten metal temperature should be maintained within a narrow range suitable for your specific alloy.
Die temperature must be controlled through heating/cooling channels. Uneven die temperatures can cause defects like cold shuts or premature solidification.
Cooling rate influences the microstructure and mechanical properties of your final product which is typically regulated through strategic cooling channel placement and coolant flow rates.
Mold Filling Techniques
The way metal flows into your mold significantly affects casting quality. A controlled, smooth fill reduces turbulence and gas entrapment.
Fill rate control is achieved by precise pressure application. The ideal filling speed varies depending on your part complexity. Thinner sections typically require faster filling to prevent premature solidification.
Gating design works together with pressure parameters to direct metal flow.
Materials Used in Low Pressure Die Casting
Aluminum Alloys
Aluminum is the most common metal used in low pressure die casting.
Popular aluminum alloys include A356 and A357, which provide excellent fluidity during casting and good strength after solidification.
One of the advantage of aluminum is the recyclability, making it environmentally friendly compared to some alternatives.
Magnesium Alloys
Magnesium alloys offer even lighter weight than aluminum, making them increasingly popular in industries where weight saving is critical. These alloys are about 33% lighter than aluminum and 75% lighter than steel.
Common magnesium alloys in low pressure die casting include AZ91D and AM60B. They provide excellent strength-to-weight ratios and good castability in the low pressure process.
Since the magnesium has excellent vibration, it usually used in applications like electronic housings and power tool casings.
Copper Alloys
Copper alloys bring unique properties to low pressure die casting, including exceptional electrical and thermal conductivity.
Common copper alloys used include bronze and brass variations which used in plumbing fixtures, marine hardware, and electrical connectors. Their natural antimicrobial properties also make them valuable in medical equipment applications.
Advantages and Limitations of LPDC
Quality and Precision
Low pressure die casting produces parts with excellent strength values and mechanical properties. The slow, controlled filling process reduces turbulence and air entrapment, resulting in fewer defects and porosity issues compared to high-pressure methods.
LPDC has better surface finishes, which can reduce your need for additional finishing operations. This saves time and resources in your production line.
The process allows for more precise control over metal flow, leading to more consistent part quality across production runs. You can achieve tighter tolerances and better dimensional accuracy with low pressure die casting.
Sand cores can be used with LPDC, enabling you to create more complex internal geometries that would be difficult or impossible with high-pressure methods.
Economic Efficiency
The equipment costs for low pressure die casting are generally lower than high-pressure alternatives, making it more accessible if you’re starting out or expanding operations on a budget.
LPDC molds typically last longer since they experience less wear and thermal stress than high-pressure dies. This extends tool life and improves your return on investment.
Energy consumption is often lower with LPDC compared to high-pressure methods, potentially reducing your operating costs over time.
Material and Design Constraints
While versatile, LPDC has slower casting cycles than high-pressure methods.
Futhermore, the process may not be ideal for all materials.
Size limitations exist with LPDC. Very large components might require alternative manufacturing methods or specialized equipment.
LPDC has thickness limitations. You may face challenges with extremely thin-walled designs that require the higher pressures available in HPDC.
Frequently Asked Questions
What are the application of LPDC?
- Automotive: Wheels, cylinder heads, engine blocks, suspension components.
- Aerospace: Turbine blades, structural parts, lightweight alloy components.
- Industrial Machinery: Pump housings, valve bodies, hydraulic components.
- Electrical/Electronics: Heat sinks, motor housings, conductive parts.
- Consumer Goods: Cookware, appliance parts, decorative fixtures.
- Transportation: Railway components, marine engine parts.
- Renewable Energy: Wind turbine parts, solar panel frames.
- Complex Geometry Parts: Thin-walled, high-strength components with precise tolerances.
Can you explain the differences between low pressure and high pressure die casting?
High pressure die casting uses much higher pressure (70-700 bar) compared to low pressure (0.2-0.7 bar). The high pressure method injects metal horizontally at high speeds.
Low pressure uses a gentler vertical fill that reduces turbulence and air entrapment. High pressure die casting has faster cycle times but more potential for porosity defects.
How does low pressure die casting compare to gravity die casting in terms of production and quality?
Low pressure die casting offers better control over the metal flow than gravity die casting. You’ll get more consistent part quality and better filling of complex shapes.
Gravity die casting relies solely on gravity to fill the mold, which limits the complexity of parts you can produce. Low pressure methods can fill thinner sections and more intricate designs.