
{kind=link}
{kind=link}
Ցածր ճնշման ձուլման համակարգի ակնարկ
Ցածր ճնշման ձուլում մետաղի ձևավորման գործընթաց է, որը ստեղծում է բարձրորակ մասեր՝ օգտագործելով վերահսկվող ճնշում՝ կաղապարները հալված մետաղով լցնելու համար: Այս մեթոդը առավելություններ է առաջարկում որակի և ճշգրտության առումով՝ համեմատած ավանդական ձուլման տեխնիկայի հետ:
Սահմանում և սկզբունքներ
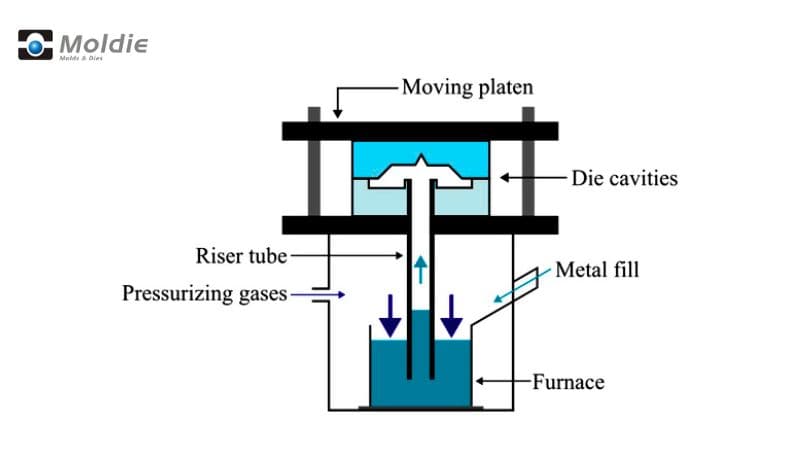
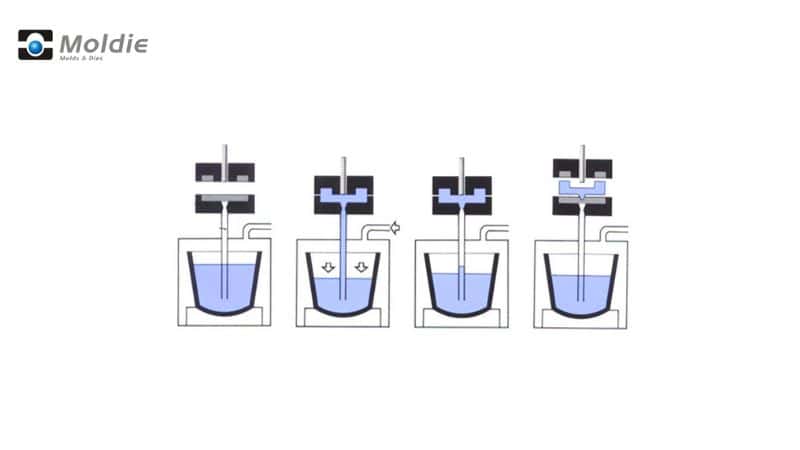
Ցածր ճնշման մետաղաձուլման (ՑՄՁ) դեպքում հալված մետաղը վերև մղվում է մետաղաձուլման խոռոչի մեջ։ Այս գործընթացում մետաղաձուլման խոռոչի տակ տեղադրվում է հալված մետաղ պարունակող ճնշման տակ գտնվող վառարան։ Երբ ճնշումը մեծանում է (սովորաբար 0.2-1.0 բար), այն մետաղը վերև է մղում սնուցող խողովակի միջով և մտցնում ձուլման մեջ։
Մետաղը դանդաղ և հավասարաչափ լցնում է կաղապարը, ստեղծելով ավելի քիչ թերություններ, քան ձուլման այլ մեթոդներով։ Երբ մետաղը պնդանում է, ճնշումը թուլանում է, և չօգտագործված մետաղը վերադառնում է վառարան։
Պատմություն և զարգացում
Ցածր ճնշման տակ ձուլման մեթոդը ի հայտ եկավ 20-րդ դարի կեսերին, երբ արտադրողները փնտրում էին ավելի արդյունավետ ձուլման մեթոդներ: Ավտոմոբիլային արդյունաբերությունը մեծապես նպաստեց դրա վաղ զարգացմանը՝ փնտրելով ավելի թեթև և ամուր մասեր արտադրելու եղանակներ:
Այս գործընթացը ժողովրդականություն ձեռք բերեց 1950-ական և 1960-ական թվականներին, երբ ավտոարտադրողները սկսեցին այն օգտագործել անիվների և շարժիչի մասերի համար։
Ժամանակի ընթացքում ճնշման կառավարման համակարգերի, մատրիցների կառուցվածքների և մետաղական համաձուլվածքների կատարելագործումը գործընթացը դարձրել է ավելի հուսալի և բազմակողմանի: Համակարգչային մոդելավորումն այժմ օգնում է օպտիմալացնել կաղապարի լցոնումը և սառեցումը:
Սարքավորումներ և մեքենաներ
Ցածր ճնշման տակ ձուլման համար անհրաժեշտ է մասնագիտացված սարքավորումներ որակյալ արդյունքների հասնելու համար։
Դրոշմների կառուցում և նյութեր
Ցածր ճնշման ձուլման համար նախատեսված կաղապարները սովորաբար պատրաստվում են H13 գործիքային պողպատից՝ դրա գերազանց ջերմակայունության և ամրության շնորհիվ: Այս կաղապարներն ունեն բարդ սառեցման ալիքներ, որոնք նախատեսված են պնդացման արագությունը վերահսկելու համար, ինչը օգնում է կանխել ծակոտկենության և կծկման նման թերությունները:
Մակաբույծների դիզայնը սովորաբար ներառում է.
- Բազմակի խոռոչներ՝ ավելի բարձր արտադրողականության համար
- Զգուշորեն տեղադրված օդափոխման անցքեր՝ կուտակված գազերը դուրս բերելու համար
- Արտանետիչ քորոցներ՝ մասերի հարթ հեռացման համար
Մատրիցները պետք է դիմանան բազմակի տաքացման և սառեցման ցիկլերին՝ առանց ճաքերի։
Որոշ արտադրողներ այժմ օգտագործեք 3D տպագրություն ստեղծել կոնֆորմալ սառեցման ալիքներով դրոշմներ, որոնք հետևում են մասի ուրվագծերին: Սա բարելավում է սառեցման արդյունավետությունը և կրճատում ցիկլի տևողությունը:
Վառարաններ և պահեստավորման համակարգեր
Վառարանի համակարգը ցածր ճնշման տակ ձուլման ցանկացած գործողության սիրտն է: Սովորաբար օգտագործվում են էլեկտրական դիմադրության վառարաններ, որոնք պահպանում են հալված մետաղի ջերմաստիճանի ճշգրիտ կարգավորումը:
Ժամանակակից համակարգերի մեծ մասը ներառում է.
- 300-2000 կգ տարողությամբ պահող վառարաններ
- Ջերմաստիճանի կառավարման համակարգեր (±5°C ճշգրտությամբ)
- Ճնշման տակ գտնվող խցիկներ՝ մետաղը վերև մղելու համար՝ մատրիցայի մեջ
Վառարանը միանում է մատրիցային խողովակի միջոցով, որը սովորաբար պատրաստված է բարձր ջերմաստիճաններին դիմակայող կերամիկական նյութերից: Այս խողովակը հալված մետաղը վառարանից տեղափոխում է մատրիցային խոռոչ:
Որոշ համակարգեր այժմ ունեն կրկնակի խցիկներ՝ մեկը հալման, մյուսը՝ պահելու համար, ինչը հնարավորություն է տալիս ավելի լավ վերահսկողություն ունենալ մետաղի որակի վրա՝ միաժամանակ պահպանելով արտադրության հոսքը։
Վերահսկման և մոնիտորինգի համակարգեր
Ժամանակակից ցածր ճնշման ձուլման մեքենաներն առանձնանում են բարդ կառավարման համակարգերով, որոնք վերահսկում են գործընթացի յուրաքանչյուր կողմը:
Հիմնական վերահսկիչ գործառույթները ներառում են.
- Ծրագրավորվող ճնշման պրոֆիլներ (սովորաբար 0.2-1.0 բար)
- Իրական ժամանակի ջերմաստիճանի մոնիթորինգ բազմաթիվ կետերում
- Ավտոմատացված մաղային յուղման համակարգեր
- Ցիկլի ժամանակի կառավարման տարրեր
Մեքենաների մեծ մասն օգտագործում է PLC (ծրագրավորվող տրամաբանական կառավարիչ) համակարգեր՝ սենսորային էկրանով ինտերֆեյսներով: Սրանք թույլ են տալիս պահպանել և հետ կանչել տարբեր մասերի կարգավորումները:
Որոշ առաջադեմ համակարգեր նույնիսկ ներառում են արհեստական բանականություն՝ նախորդ արտադրական գործարկումների հիման վրա պարամետրերը օպտիմալացնելու համար։
Գործընթացի պարամետրեր և օպտիմալացում
Հաջող ցածր ճնշման տակ ձուլման գործընթացը կախված է մի քանի հիմնական գործընթացային փոփոխականների ուշադիր վերահսկումից: Ճնշման, ջերմաստիճանի և լցման տեխնիկայի ճիշտ համադրությունը անմիջականորեն ազդում է ձեր վերջնական ձուլվածքների որակի և արտադրության արդյունավետության վրա:
Ճնշման վերահսկում և կարգավորում
Այս գործընթացում օգտագործվող տիպիկ ճնշման միջակայքերը 0.3-ից 1.5 բար են, որը շատ ցածր է ձուլման այլ մեթոդների համեմատ:
Ձեր գործընթացը սովորաբար կներառի ճնշման մի քանի փուլեր՝
- Բարձրացնող ճնշումՍկզբնական ճնշում՝ հալված մետաղը բարձրացնելու համար
- Բարձրացման ժամանակըՍկզբնական ճնշման կիրառման տևողությունը
- Լրացման ճնշումՁևաթղթի լցման ժամանակ կիրառվող ճնշում
- Լրացնելու ժամանակըՈրքան ժամանակ է պահպանվում լցման ճնշումը
Այս պարամետրերը պետք է ուշադիր կարգավորվեն՝ հիմնվելով ձեր կոնկրետ մասի երկրաչափության վրա: Չափազանց քիչ ճնշումը կարող է հանգեցնել թերի լցման, մինչդեռ ավելորդ ճնշումը կարող է առաջացնել տուրբուլենտություն և գազի խցանում:
Երմաստիճանի կառավարում
Ջերմաստիճանի կարգավորումը ազդում է ձեր ձուլվածքներում մետաղի ինչպես հոսունության, այնպես էլ պնդացման օրինաչափությունների վրա: Դուք պետք է վերահսկեք մի քանի ջերմաստիճանային գոտիներ՝
Հալված մետաղի ջերմաստիճանը պետք է պահպանվի ձեր կոնկրետ համաձուլվածքին հարմար նեղ միջակայքում։
Մահվան ջերմաստիճանը պետք է կառավարվի տաքացման/սառեցման ուղիներով: Մատրիցի անհավասար ջերմաստիճանը կարող է առաջացնել թերություններ, ինչպիսիք են սառը փակումը կամ վաղաժամ պնդացումը:
Սառեցման մակարդակը ազդում է ձեր վերջնական արտադրանքի միկրոկառուցվածքի և մեխանիկական հատկությունների վրա, որը սովորաբար կարգավորվում է սառեցման ռազմավարական ջրանցքի տեղադրմամբ և սառեցնող հեղուկի հոսքի արագությամբ։
Կաղապարի լցման տեխնիկաներ
Մետաղի ձեր կաղապարի մեջ հոսքի ձևը զգալիորեն ազդում է ձուլման որակի վրա: Կարգավորվող, հարթ լցոնումը նվազեցնում է տուրբուլենտությունը և գազի խցանումը:
Լցման մակարդակի վերահսկում ձեռք է բերվում ճշգրիտ ճնշման կիրառման միջոցով: Լցման իդեալական արագությունը տատանվում է՝ կախված ձեր մասի բարդությունից: Ավելի բարակ հատվածները սովորաբար պահանջում են ավելի արագ լցում՝ վաղաժամ պնդացումը կանխելու համար:
Դարպասների նախագծում աշխատում է ճնշման պարամետրերի հետ համատեղ՝ մետաղի հոսքը ուղղորդելու համար։
Ցածր ճնշման ձուլման մեջ օգտագործվող նյութեր
Ալյումինե խառնուրդ
Ալյումին ցածր ճնշման տակ ձուլման մեջ օգտագործվող ամենատարածված մետաղն է։
Հայտնի ալյումինե համաձուլվածքների շարքում են A356-ը և A357-ը, որոնք ապահովում են գերազանց հոսունություն ձուլման ընթացքում և լավ ամրություն ամրացումից հետո:
Ալյումինի առավելություններից մեկը վերամշակելիությունն է, ինչը այն դարձնում է էկոլոգիապես մաքուր՝ համեմատած որոշ այլընտրանքների հետ։
Մագնեզիումի համաձուլվածքներ
Մագնեզիումի համաձուլվածքները առաջարկում են նույնիսկ ավելի թեթև քաշ, քան ալյումինը, ինչը դրանք ավելի ու ավելի տարածված է դարձնում այն ոլորտներում, որտեղ քաշի խնայողությունը կարևոր է: Այս համաձուլվածքները մոտ 33%-ով թեթև են, քան ալյումինը և 75%-ով թեթև, քան պողպատը:
Ցածր ճնշման տակ ձուլման մեջ օգտագործվող մագնեզիումի համաձուլվածքներից են AZ91D-ն և AM60B-ն: Դրանք ապահովում են ամրության և քաշի գերազանց հարաբերակցություն և լավ ձուլման ունակություն ցածր ճնշման գործընթացում:
Քանի որ մագնեզիումը ունի գերազանց թրթռում, այն սովորաբար օգտագործվում է էլեկտրոնային պատյանների և էլեկտրական գործիքների պատյանների նման կիրառություններում:
Պղնձի համաձուլվածքներ
պղինձ համաձուլվածքները ցածր ճնշման ձուլմանը հաղորդում են եզակի հատկություններ, այդ թվում՝ բացառիկ էլեկտրական և ջերմային հաղորդունակություն։
Հաճախ օգտագործվող պղնձի համաձուլվածքներից են բրոնզի և արույրի տարբերակները, որոնք օգտագործվում են սանտեխնիկական սարքավորումների, ծովային սարքավորումների և էլեկտրական միակցիչների մեջ: Դրանց բնական հակամանրէային հատկությունները դրանք արժեքավոր են դարձնում նաև բժշկական սարքավորումների կիրառման մեջ:
LPDC-ի առավելություններն ու սահմանափակումները
Որակ և ճշգրտություն
Ցածր ճնշման տակ ձուլման միջոցով ստացվում են գերազանց ամրության և մեխանիկական հատկությունների ունեցող մասեր: Դանդաղ, վերահսկվող լցման գործընթացը նվազեցնում է տուրբուլենտությունը և օդի կլանումը, ինչը հանգեցնում է ավելի քիչ թերությունների և ծակոտկենության խնդիրների՝ բարձր ճնշման մեթոդների համեմատ:
LPDC-ն ունի ավելի լավ մակերեսային մշակում, ինչը կարող է նվազեցնել լրացուցիչ մշակման գործողությունների անհրաժեշտությունը։ Սա խնայում է ժամանակ և ռեսուրսներ ձեր արտադրական գծում։
Գործընթացը թույլ է տալիս ավելի ճշգրիտ վերահսկել մետաղի հոսքը, ինչը հանգեցնում է արտադրական ցիկլերի ընթացքում դետալների ավելի կայուն որակի: Դուք կարող եք հասնել ավելի խիստ թույլատրելի շեղումների և ավելի լավ չափսերի ճշգրտության՝ ցածր ճնշման տակ ձուլման միջոցով:
Ավազե միջուկները կարող են օգտագործվել LPDC-ի հետ, ինչը թույլ է տալիս ստեղծել ավելի բարդ ներքին երկրաչափություններ, որոնք դժվար կամ անհնար կլինեին բարձր ճնշման մեթոդներով։
Տնտեսական արդյունավետություն
Ցածր ճնշման դրոշմման ձուլման սարքավորումների արժեքը, որպես կանոն, ավելի ցածր է, քան բարձր ճնշման այլընտրանքներինը, ինչը այն ավելի մատչելի է դարձնում, եթե դուք սկսում եք կամ ընդլայնում եք գործունեությունը սահմանափակ բյուջեով։
LPDC կաղապարները սովորաբար ավելի երկար են ծառայում, քանի որ դրանք ավելի քիչ մաշվածություն և ջերմային լարվածություն են ենթարկվում, քան բարձր ճնշման կաղապարները։ Սա երկարացնում է գործիքի կյանքը և բարելավում է ձեր ներդրումների եկամտաբերությունը։
LPDC-ի դեպքում էներգիայի սպառումը հաճախ ավելի ցածր է բարձր ճնշման մեթոդների համեմատ, ինչը ժամանակի ընթացքում հնարավոր է նվազեցնի ձեր շահագործման ծախսերը։
Նյութական և դիզայնի սահմանափակումներ
Բազմակողմանի լինելով հանդերձ, LPDC-ն ունի ավելի դանդաղ ձուլման ցիկլեր, քան բարձր ճնշման մեթոդները:
Ավելին, գործընթացը կարող է իդեալական չլինել բոլոր նյութերի համար։
LPDC-ի դեպքում կան չափերի սահմանափակումներ: Շատ մեծ բաղադրիչները կարող են պահանջել այլընտրանքային արտադրական մեթոդներ կամ մասնագիտացված սարքավորումներ:
LPDC-ն ունի հաստության սահմանափակումներ: Դուք կարող եք դժվարությունների հանդիպել չափազանց բարակ պատերով նախագծերի հետ, որոնք պահանջում են HPDC-ում առկա ավելի բարձր ճնշումներ:
Հաճախակի տրվող հարցեր
Որո՞նք են LPDC-ի կիրառությունները:
- Ավտոմեքենա: Անիվներ, գլանի գլխիկներ, շարժիչի բլոկներ, կախոցի բաղադրիչներ։
- Ավիատիեզերք: Տուրբինի շեղբեր, կառուցվածքային մասեր, թեթև համաձուլվածքից պատրաստված բաղադրիչներ։
- Արդյունաբերական մեքենաներ. Պոմպի պատյաններ, փականային մարմիններ, հիդրավլիկ բաղադրիչներ։
- Էլեկտրական/էլեկտրոնիկա: Ջերմափոխանակիչներ, շարժիչի պատյաններ, հաղորդիչ մասեր։
- Սպառողական ապրանքներ: Խոհանոցային պարագաներ, կենցաղային տեխնիկայի մասեր, դեկորատիվ տարրեր։
- Transportation: Երկաթուղային բաղադրիչներ, ծովային շարժիչի մասեր։
- Վերականգնվող էներգիա: Քամու տուրբինների մասեր, արևային վահանակների շրջանակներ։
- Բարդ երկրաչափության մասեր՝ Բարակ պատերով, բարձր ամրության բաղադրիչներ՝ ճշգրիտ թույլատրելի շեղումներով։
Կարո՞ղ եք բացատրել ցածր և բարձր ճնշման մետաղական ձուլման միջև եղած տարբերությունները։
Բարձր ճնշման տակ ձուլման դեպքում օգտագործվում է շատ ավելի բարձր ճնշում (70-700 բար)՝ համեմատած ցածր ճնշման (0.2-0.7 բար) հետ։ Բարձր ճնշման մեթոդով մետաղը ներարկվում է հորիզոնական ուղղությամբ՝ մեծ արագությամբ։
Ցածր ճնշման դեպքում օգտագործվում է ավելի մեղմ ուղղահայաց լցոն, որը նվազեցնում է տուրբուլենտությունը և օդի խցանումը: Բարձր ճնշման տակ ձուլման դեպքում ցիկլի տևողությունը ավելի արագ է, բայց ծակոտկենության թերությունների առաջացման ավելի մեծ հավանականություն կա:
Ինչպե՞ս է ցածր ճնշման դրոշմային ձուլումը համեմատվում գրավիտացիոն դրոշմային ձուլման հետ արտադրության և որակի առումով։
Ցածր ճնշման տակ մետաղի ձուլումը ապահովում է մետաղի հոսքի ավելի լավ վերահսկողություն, քան գրավիտացիոն ձուլումը։ Դուք կստանաք ավելի կայուն դետալի որակ և բարդ ձևերի ավելի լավ լցոնում։
Ձուլման գործընթացը հիմնված է միայն ձգողականության ուժի վրա՝ կաղապարը լցնելու համար, ինչը սահմանափակում է արտադրվող մասերի բարդությունը: Ցածր ճնշման մեթոդները կարող են լցնել ավելի բարակ հատվածներ և ավելի բարդ կառուցվածքներ: