
{kind=link}
{kind=link}
Présentation de la coulée sous basse pression
La coulée sous pression (basse pression) est un processus de formage des métaux qui permet de créer des pièces de haute qualité en utilisant une pression contrôlée pour remplir les moules de métal en fusion. Cette méthode offre des avantages en termes de qualité et de précision par rapport aux techniques de fonderie traditionnelles.
Définition et principes
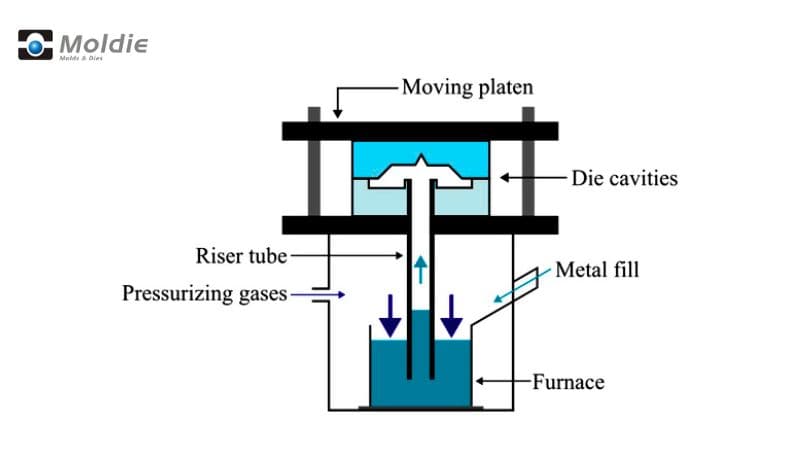
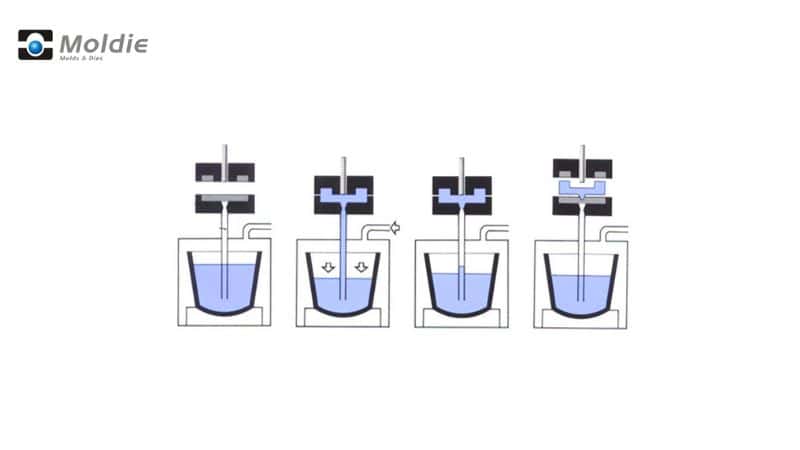
La coulée sous basse pression (LPDC - Low Pressure Die Casting) utilise la pression pour pousser le métal en fusion vers le haut dans la cavité d'un moule. Dans ce processus, un four pressurisé contenant le métal en fusion est situé sous le moule. Lorsque la pression augmente (généralement entre 0,2 et 1,0 bar), elle force le métal à monter à travers un tube d'alimentation jusque dans le moule.
Le métal remplit le moule lentement et uniformément, créant moins de défauts que les autres méthodes de coulée. Une fois que le métal est solidifié, la pression est relâchée et le métal non utilisé redescend dans le four.
Histoire et développement
La coulée sous basse pression est apparue au milieu du XXe siècle, alors que les fabricants cherchaient des méthodes de coulée plus efficaces. L'industrie automobile a été le principal moteur de son développement initial, cherchant des moyens de produire des composants plus légers et plus résistants.
Le processus a gagné en popularité dans les années 1950 et 1960, lorsque les constructeurs automobiles ont commencé à l'utiliser pour les jantes et les pièces de moteur.
Au fil du temps, les améliorations apportées aux systèmes de contrôle de la pression, à la conception des moules et aux alliages métalliques ont rendu le processus plus fiable et polyvalent. La modélisation informatique aide désormais à optimiser le remplissage et le refroidissement du moule.
Équipements et machines
La coulée sous basse pression nécessite un équipement spécialisé pour obtenir des résultats de qualité.
Construction et matériaux des moules
Les moules pour la coulée basse pression sont généralement fabriqués en acier à outils H13 en raison de son excellente résistance à la chaleur et de sa durabilité. Ces moules possèdent des canaux de refroidissement complexes conçus pour contrôler les taux de solidification, ce qui aide à prévenir les défauts tels que la porosité et le retrait.
La conception des moules comprend généralement :
- Plusieurs cavités pour des taux de production plus élevés
- Des évents soigneusement placés pour libérer les gaz emprisonnés
- Des broches d'éjection pour un retrait en douceur de la pièce
Les moules doivent résister à des cycles répétés de chauffage et de refroidissement sans se fissurer.
Certains fabricants utilisent désormais l'impression 3D pour créer des moules avec des canaux de refroidissement conformes qui suivent les contours de la pièce. Cela améliore l'efficacité du refroidissement et réduit les temps de cycle.
Fours et systèmes de maintien
Le système de four est le cœur de toute opération de coulée sous basse pression. On utilise généralement des fours à résistance électrique qui maintiennent un contrôle précis de la température du métal en fusion.
La plupart des systèmes modernes comprennent :
- Des fours de maintien avec des capacités allant de 300 à 2000 kg
- Des systèmes de contrôle de la température (précision de ±5°C)
- Des chambres pressurisées pour forcer le métal vers le haut dans le moule
Le four est relié au moule par un tube montant, généralement fait de matériaux céramiques capables de résister à des températures élevées. Ce tube transfère le métal en fusion du four vers la cavité du moule.
Certains systèmes disposent désormais de deux chambres – une pour la fusion et une pour le maintien – ce qui permet un meilleur contrôle de la qualité du métal tout en assurant la continuité de la production.
Systèmes de contrôle et de surveillance
Les machines modernes de coulée sous basse pression sont dotées de systèmes de contrôle sophistiqués qui surveillent chaque aspect du processus.
Les principales fonctions de contrôle incluent :
- Des profils de pression programmables (généralement 0,2-1,0 bar)
- Une surveillance de la température en temps réel en plusieurs points
- Des systèmes automatisés de lubrification des moules
- Des commandes de cadencement des cycles
La plupart des machines utilisent des systèmes PLC (Automate Programmable Industriel) avec des interfaces à écran tactile. Ceux-ci permettent de stocker et de rappeler les réglages pour différentes pièces.
Certains systèmes avancés intègrent même l'IA pour optimiser les paramètres sur la base des cycles de production précédents.
Paramètres du processus et optimisation
Le succès de la coulée sous basse pression dépend du contrôle rigoureux de plusieurs variables clés. La bonne combinaison de pression, de température et de techniques de remplissage a un impact direct sur la qualité de vos pièces finales et sur l'efficacité de la production.
Contrôle et régulation de la pression
Les plages de pression typiques utilisées dans ce processus se situent entre 0,3 et 1,5 bar, ce qui est très bas par rapport aux autres méthodes de coulée.
Votre processus comprendra généralement plusieurs étapes de pression :
- Pression de levée : Pression initiale pour faire monter le métal en fusion
- Temps de levée : Durée de l'application de la pression initiale
- Pression de remplissage : Pression appliquée pendant le remplissage du moule
- Temps de remplissage : Durée pendant laquelle la pression de remplissage est maintenue
Ces paramètres nécessitent un ajustement minutieux en fonction de la géométrie spécifique de votre pièce. Une pression trop faible peut entraîner un remplissage incomplet, tandis qu'une pression excessive peut causer des turbulences et l'emprisonnement de gaz.
Gestion de la température
Le contrôle de la température affecte à la fois la fluidité du métal et les schémas de solidification de vos pièces. Vous devrez surveiller plusieurs zones de température :
La température du métal en fusion doit être maintenue dans une plage étroite adaptée à votre alliage spécifique.
La température du moule doit être contrôlée via des canaux de chauffage/refroidissement. Des températures de moule inégales peuvent causer des défauts comme des reprises de coulée ou une solidification prématurée.
Le taux de refroidissement influence la microstructure et les propriétés mécaniques de votre produit final ; il est généralement régulé par le placement stratégique des canaux de refroidissement et les débits de liquide de refroidissement.
Techniques de remplissage du moule
La manière dont le métal s'écoule dans votre moule affecte considérablement la qualité de la pièce. Un remplissage contrôlé et fluide réduit les turbulences et l'emprisonnement de gaz.
Le contrôle du taux de remplissage est obtenu par une application précise de la pression. La vitesse de remplissage idéale varie selon la complexité de votre pièce. Les sections plus fines nécessitent généralement un remplissage plus rapide pour éviter une solidification prématurée.
La conception du système d'alimentation (gating) travaille de concert avec les paramètres de pression pour diriger le flux de métal.
Matériaux utilisés dans la coulée sous basse pression
Alliages d'aluminium
L'aluminium est le métal le plus couramment utilisé dans la coulée sous basse pression.
Les alliages d'aluminium populaires incluent l'A356 et l'A357, qui offrent une excellente fluidité pendant la coulée et une bonne résistance après solidification.
L'un des avantages de l'aluminium est sa recyclabilité, ce qui le rend respectueux de l'environnement par rapport à certaines alternatives.
Alliages de magnésium
Les alliages de magnésium offrent un poids encore plus léger que l'aluminium, ce qui les rend de plus en plus populaires dans les industries où le gain de poids est critique. Ces alliages sont environ 33 % plus légers que l'aluminium et 75 % plus légers que l'acier.
Les alliages de magnésium courants en coulée sous basse pression incluent l'AZ91D et l'AM60B. Ils offrent d'excellents rapports résistance/poids et une bonne aptitude à la coulée dans le processus basse pression.
Comme le magnésium possède d'excellentes propriétés d'amortissement des vibrations, il est couramment utilisé dans des applications telles que les boîtiers électroniques et les carters d'outils électriques.
Alliages de cuivre
Les alliages de cuivre apportent des propriétés uniques à la coulée sous basse pression, notamment une conductivité électrique et thermique exceptionnelle.
Les alliages de cuivre couramment utilisés incluent des variantes de bronze et de laiton, utilisées dans les appareils de plomberie, le matériel marin et les connecteurs électriques. Leurs propriétés antimicrobiennes naturelles les rendent également précieux pour les applications d'équipement médical.
Avantages et limites de la LPDC
Qualité et précision
La coulée sous basse pression produit des pièces présentant d'excellentes valeurs de résistance et des propriétés mécaniques supérieures. Le processus de remplissage lent et contrôlé réduit les turbulences et l'emprisonnement d'air, ce qui entraîne moins de défauts et de problèmes de porosité par rapport aux méthodes haute pression.
La LPDC offre de meilleures finitions de surface, ce qui peut réduire le besoin d'opérations de finition supplémentaires. Cela permet d'économiser du temps et des ressources sur votre ligne de production.
Le processus permet un contrôle plus précis du flux de métal, ce qui conduit à une qualité de pièce plus constante sur l'ensemble des cycles de production. Vous pouvez obtenir des tolérances plus serrées et une meilleure précision dimensionnelle avec la coulée sous basse pression.
Des noyaux de sable peuvent être utilisés avec la LPDC, vous permettant de créer des géométries internes plus complexes qui seraient difficiles ou impossibles avec les méthodes haute pression.
Efficacité économique
Les coûts d'équipement pour la coulée sous basse pression sont généralement inférieurs à ceux des alternatives haute pression, ce qui la rend plus accessible si vous débutez ou si vous développez vos activités avec un budget limité.
Les moules LPDC durent généralement plus longtemps car ils subissent moins d'usure et de contraintes thermiques que les moules haute pression. Cela prolonge la durée de vie de l'outillage et améliore votre retour sur investissement.
La consommation d'énergie est souvent inférieure avec la LPDC par rapport aux méthodes haute pression, ce qui peut réduire vos coûts d'exploitation au fil du temps.
Contraintes de matériaux et de conception
Bien que polyvalente, la LPDC a des cycles de coulée plus lents que les méthodes haute pression.
De plus, le processus peut ne pas être idéal pour tous les matériaux.
Il existe des limites de taille avec la LPDC. Les composants de très grande dimension pourraient nécessiter d'autres méthodes de fabrication ou un équipement spécialisé.
La LPDC a des limites d'épaisseur. Vous pourriez rencontrer des difficultés avec des conceptions à parois extrêmement fines qui nécessitent les pressions plus élevées disponibles en HPDC (coulée sous haute pression).
Foire aux questions
Quelles sont les applications de la LPDC ?
- Automobile : Jantes, culasses, blocs moteurs, composants de suspension.
- Aérospatiale : Aubes de turbine, pièces structurelles, composants en alliage léger.
- Machines industrielles : Corps de pompes, corps de vannes, composants hydrauliques.
- Électricité/Électronique : Dissipateurs thermiques, boîtiers de moteurs, pièces conductrices.
- Biens de consommation : Ustensiles de cuisine, pièces d'électroménager, luminaires décoratifs.
- Transport : Composants ferroviaires, pièces de moteurs marins.
- Énergie renouvelable : Pièces d'éoliennes, cadres de panneaux solaires.
- Pièces à géométrie complexe : Composants à parois fines, haute résistance avec des tolérances précises.
Pouvez-vous expliquer les différences entre la coulée sous basse pression et la coulée sous haute pression ?
La coulée sous haute pression utilise une pression beaucoup plus élevée (70-700 bar) par rapport à la basse pression (0,2-0,7 bar). La méthode haute pression injecte le métal horizontalement à grande vitesse.
La basse pression utilise un remplissage vertical plus doux qui réduit les turbulences et l'emprisonnement d'air. La coulée sous haute pression a des temps de cycle plus rapides mais un risque plus élevé de défauts de porosité.
Comment la coulée sous basse pression se compare-t-elle à la coulée par gravité en termes de production et de qualité ?
La coulée sous basse pression offre un meilleur contrôle du flux de métal que la coulée par gravité. Vous obtiendrez une qualité de pièce plus constante et un meilleur remplissage des formes complexes.
La coulée par gravité repose uniquement sur la gravité pour remplir le moule, ce qui limite la complexité des pièces que vous pouvez produire. Les méthodes basse pression peuvent remplir des sections plus fines et des conceptions plus complexes.