{kind=link}
{kind=link}
Леене под налягане, широко използван производствен процес за производство на сложни метални части, често среща дефекти, които могат да компрометират качеството и функционалността на продуктите. Справянето с тези дефекти включва разбиране на техните причини, прилагане на ефективни решения и приемане на превантивни мерки.
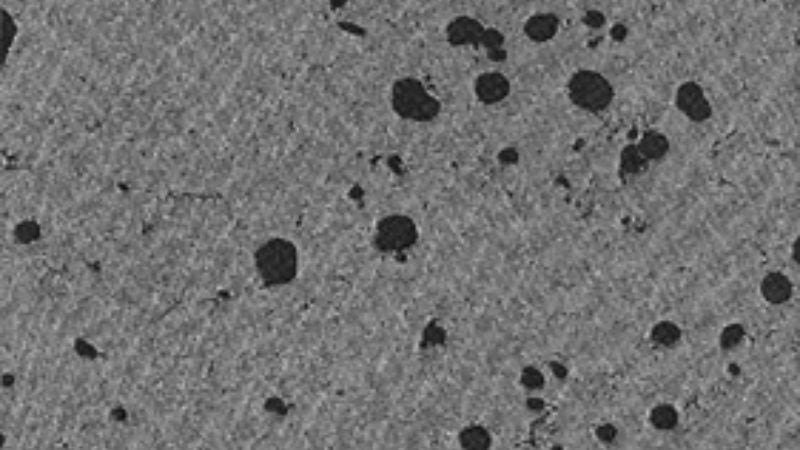
Порьозност
определение:
Порьозността е дефект, при който се образуват малки празнини или мехурчета в отливката поради задържани газове или неправилно втвърдяване. Отслабва структурната цялост на отливката, което я прави неподходяща за приложения, изискващи здравина или херметичност.
Причини:
- Уловен въздух или газове: Увлеченият въздух в разтопения метал по време на инжектирането причинява празнини, тъй като въздухът не успява да излезе по време на втвърдяването.
- Неправилно вентилиране: Неадекватните отвори в матрицата предотвратяват изтичането на газове, увеличавайки порьозността.
- Турбулентен метален поток: Нестабилният или хаотичен поток от разтопен метал води до задържане на въздух.
- Улавяне на газ: Прекомерната употреба на агенти за освобождаване на мухъл или смазочни материали може да генерира газ в кухината.
Решения:
- Оптимизирайте вентилационната система: Правилното вентилиране позволява на уловените газове да излязат преди втвърдяването. Добавянето на преливни и вентилационни канали може да помогне.
- Регулирайте скоростта на инжектиране: Забавете инжектирането, за да намалите турбуленцията и да позволите правилен метален поток.
- Контрол на температурата на метала: Поддържайте еднаква и оптимална температура на метала, за да осигурите гладко пълнене.
- Използвайте вакуумни системи: Използвайте процес с помощта на вакуум за отстраняване на въздуха и замърсителите от отливката.
Профилактика:
- Проектирайте подходящи преливни системи: Включете преливни канали за пренасочване на газовете и осигуряване на плавен метален поток.
- Поддържайте постоянна температура на метала: Избягвайте прегряване или внезапно охлаждане, за да намалите улавянето на газ.
- Редовна поддръжка на матрицата: Поддържайте матрицата чиста и без замърсители, за да предотвратите натрупването на газ.
- Правилен дизайн на шибър и канал: Уверете се, че шибърите и каналите са достатъчно големи, за да улеснят пълното запълване на формата с минимална турбуленция.
Студени затвори
определение:
Студено затваряне се получава, когато два потока разтопен метал се срещнат, но не успяват да се слеят правилно, оставяйки видим шев или слаба връзка. Този дефект засяга както външния вид, така и здравината на отливката.
Причини:
- Ниска температура на метала: Недостатъчната температура причинява преждевременно втвърдяване на разтопения метал.
- Бавна скорост на впръскване: Забавянето на металния поток води до частично охлаждане преди сливане.
- Лош метален поток: Неравномерният метален поток поради лош дизайн на затвора допринася за непълно сливане.
- Недостатъчно вентилиране: задържаният въздух може да наруши свързването на потоците от разтопен метал.
Решения:
- Увеличете температурата на метала: Повишете температурата, за да гарантирате, че разтопеният метал тече и се стопява правилно.
- Оптимизиране на скоростта на впръскване: Регулирайте скоростта, за да постигнете плавен и непрекъснат метален поток.
- Подобрете дизайна на портите: Уверете се, че портите са позиционирани така, че да насочват потока ефективно.
- По-добро разположение на вентилацията: Добавете вентилационни отвори към ключови зони, за да гарантирате, че задържаният въздух ще бъде изхвърлен.
Профилактика:
- Наблюдавайте постоянно температурата на метала: Осигурете равномерно нагряване на разтопения метал през целия процес.
- Редовни проверки на температурата на матрицата: Поддържайте оптимална температура на матрицата, за да предотвратите преждевременно охлаждане.
- Подходящ дизайн на местоположението на вратата: Позиционирайте вратата стратегически, за да подобрите потока на метала и да намалите турбуленцията.
- Поддържайте оптимална скорост на впръскване: Балансирайте скоростта, за да избегнете охлаждане, като същевременно осигурите постоянно пълнене.
Горещи точки
определение:
Горещите точки са локализирани области на прегряване в матрицата, което води до неравномерно охлаждане и дефекти като изкривяване или несъответствие на размерите в отливката.
Причини:
- Неравномерна температура на матрицата: Непоследователното охлаждане създава зони на прекомерно натрупване на топлина.
- Лош дизайн на охлаждане: Липсата на ефективни охлаждащи канали в матрицата причинява локализирани горещи точки.
- Неадекватно смазване: Недостатъчното или неравномерно нанасяне на смазка може да влоши проблемите с топлината.
- Натрупване на метал: Излишният метал в определени зони може да задържи топлината по-дълго.
Решения:
- Балансиране на охлаждащи канали: Проектирайте оптимизирана мрежа от охлаждащи канали за равномерно разсейване на топлината.
- Регулиране на температурата на матрицата: Наблюдавайте внимателно и регулирайте температурата на матрицата по време на производството.
- Оптимизирайте смазването: Осигурете последователно и адекватно прилагане на висококачествени смазочни материали.
- Променете дизайна на частта: Елиминирайте дебелите секции, склонни към задържане на топлина.
Профилактика:
- Редовна поддръжка на охладителната система: Почистете охлаждащите канали и проверете за запушвания или неефективност.
- Правилен контрол на температурата на матрицата: Използвайте усъвършенствани системи за наблюдение на температурата, за да осигурите равномерно охлаждане.
- Постоянно приложение на смазване: Инвестирайте в автоматизирани системи за смазване, за да прилагате еднакво количество.
- Наблюдавайте термичното разпределение: Използвайте термично изображение, за да идентифицирате точките на концентрация на топлина по време на производството.
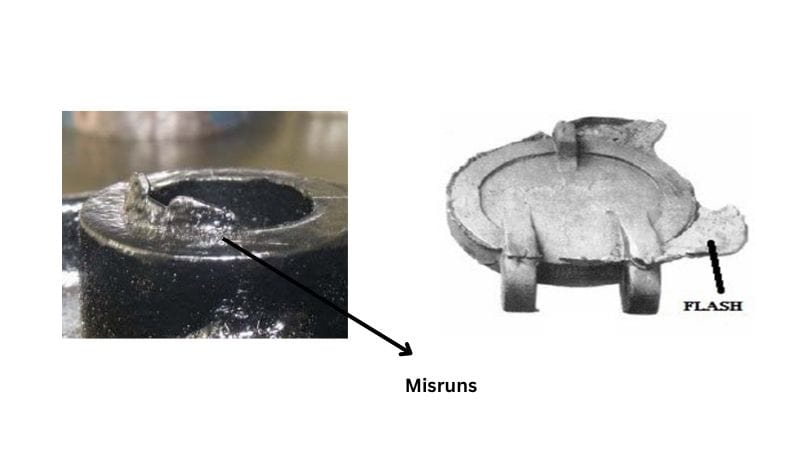
Лошо бягане/Къси удари
определение:
Неправилно движение или къси изстрели възникват, когато разтопеният метал не успее да запълни напълно кухината на матрицата, което води до непълни или липсващи участъци от отливката.
Причини:
- Недостатъчен метален обем: Обемът на разтопения метал е недостатъчен, за да запълни кухината.
- Ниско налягане на впръскване: Недостатъчното налягане пречи на метала да се разпространи напълно.
- Слабо протичане на метала: Препятствията или лошият дизайн на затвора пречат на правилния поток.
- Температура на студена матрица: Студената матрица причинява преждевременно втвърдяване на разтопения метал.
Решения:
- Увеличете обема на метала: Уверете се, че е наличен достатъчен обем метал за изстрел.
- Регулиране на налягането на впръскване: Увеличете налягането, за да сте сигурни, че металът изпълва формата напълно.
- Оптимизиране на местоположението на вратата: Позиционирайте вратите, за да насърчите равномерното пълнене и плавен поток.
- Загрейте матрицата правилно: Загрейте предварително матрицата, за да предотвратите преждевременното втвърдяване.
Профилактика:
- Редовни проверки на обема на изстрела: Уверете се, че всеки изстрел има правилното количество разтопен метал.
- Поддържайте постоянна температура на матрицата: Използвайте нагреватели на матрицата или температурни контролери.
- Правилен дизайн на плъзгача: Проектирайте плъзгачи, за да улесните лесния и пълен метален поток.
- Наблюдавайте параметрите на инжектиране: Редовно проверявайте и настройвайте фино налягането, скоростта и времето.
Светкавица
определение:
Флаш е тънък, излишен метален слой, който се образува по ръбовете на отливката поради изтичане на метал през пролуките в разделителните повърхности на матрицата.
Причини:
- Прекомерно високо налягане при впръскване: Високото налягане изтласква метала от кухината на матрицата.
- Износени повърхности на матрицата: С течение на времето се образуват празнини поради износени ръбове на матрицата.
- Недостатъчна сила на затягане: Слабото затягане позволява на метала да проникне.
- Неправилно подравнени матрици: Неправилното подравняване създава място за изтичане на метал.
Решения:
- Регулирайте налягането на впръскване: Намалете прекомерното налягане, за да предотвратите преливане.
- Ремонт/замяна на износени матрици: Възстановете ръбовете на матрицата или сменете износените инструменти.
- Увеличете силата на затягане: Осигурете достатъчна сила за уплътняване на разделителните повърхности.
- Правилно подравняване на матрицата: Редовно проверявайте и регулирайте подравняването, за да премахнете пропуските.
Профилактика:
- Редовна поддръжка на матрицата: Проверявайте често разделителните линии и уплътнителните повърхности.
- Монитор на сила на затягане: Уверете се, че матрицата е здраво захваната по време на производството.
- Проверявайте често подравняването на матрицата: Планирайте периодични корекции на подравняването.
- Правилен дизайн на разделителната линия: Проектирайте разделителната линия, за да минимизирате потенциалните пътища на изтичане.
Свиване
определение:
Свиването е вид дефект, при който се появяват кухини или празнини в отливката или на нейната повърхност поради неравномерно втвърдяване по време на охлаждане.
Причини:
- Неравномерна дебелина на стената, която причинява неравномерно охлаждане.
- Недостатъчно подаване на разтопен метал по време на втвърдяването.
- Лош дизайн на охлаждане на матрицата.
- Ниско налягане на впръскване или кратко време за задържане на налягането.
Решения:
- Оптимизирайте дизайна на частта, за да осигурите еднаква дебелина на стената.
- Използвайте захранващи устройства или щрангове за подаване на допълнителен материал по време на втвърдяването.
- Подобрете охлаждането на матрицата, за да осигурите контролирано втвърдяване.
- Увеличете налягането на инжектиране и удължете времето за задържане на налягането.
Профилактика:
- Дизайнерски отливки с постоянна дебелина на стената.
- Извършете подходящ анализ на охлаждането на матрицата, за да избегнете горещи точки.
- Редовно наблюдавайте и коригирайте параметрите на процеса, като налягане и време на впръскване.
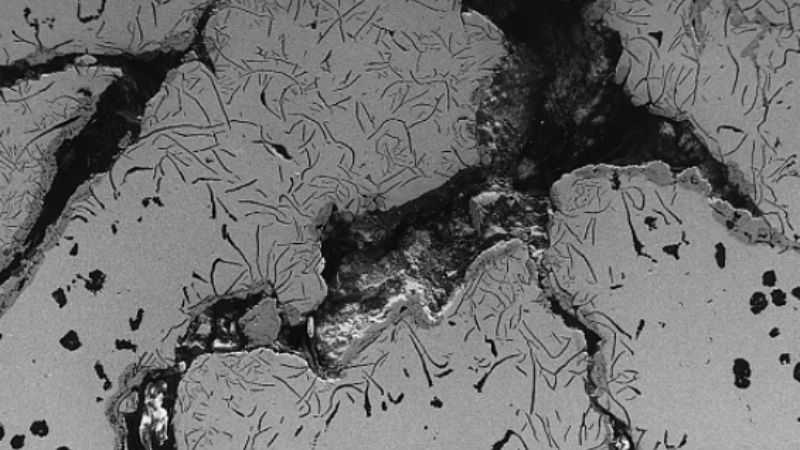
Включване
определение:
Включванията са частици с неправилна форма от чужд материал, като шлака или оксиди, уловени в отливката, причинявайки вътрешни слабости или повърхностни дефекти.
Причини:
- Нечист или нечист разтопен метал.
- Шлаката или отломките не са отстранени по време на разтоварване.
- Лошо почистване на кухината на матрицата или инструментите.
- Неадекватно разбъркване или смесване на разтопен метал.
Решения:
- Използвайте зареждане на пещта с висока чистота и старателно почистете черпаците и инструментите.
- Отстранете шлаката и остатъците от разтопен метал преди изливане.
- Почистете матриците и кухината на формата преди всеки производствен цикъл.
- Подобрете процеса на пречистване на метала, като дегазиране или филтриране.
Профилактика:
- Осигурете чист и контролиран процес на топене.
- Използвайте отделящи средства за мухъл, които намаляват рисковете от замърсяване.
- Редовно проверявайте и почиствайте кухината на матрицата и оборудването.
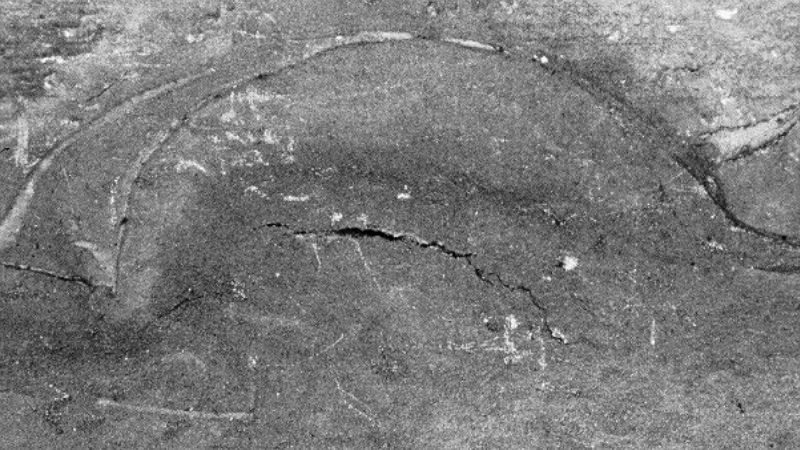
Пукнатини
определение:
Пукнатините са линейни или неправилни фрактури на повърхността или вътре в отливката, които могат да възникнат по време или след втвърдяване поради напрежение на опън.
Причини:
- Неравномерно втвърдяване поради лош контрол на температурата на матрицата.
- Ненормално свиване, причинено от неравномерна дебелина на стената.
- Прекомерно вътрешно напрежение или дисбаланс по време на изтласкване.
- Неподходящ състав на сплавта с прекомерно съдържание на вредни елементи.
Решения:
- Оптимизирайте температурата на матрицата в препоръчителния диапазон (180°C–280°C).
- Проектирайте отливки с еднаква дебелина на стената, за да предотвратите напрежението от свиване.
- Балансирайте силите на изтласкване чрез регулиране или добавяне на щифтове за изтласкване.
- Осигурете правилния състав на сплавта, като контролирате вредни елементи като Fe.
Профилактика:
- Използвайте инструменти за симулация, за да проектирате добре балансирани структури.
- Поддържайте постоянство на температурата на матрицата с подходящи системи за отопление.
- Редовно следете състава на сплавта по време на топене.
Влачи и запояване
определение:
Влаченията са подобни на ивици драскотини, причинени от повреда или триене по време на изхвърляне, докато запояването се получава, когато разтопеният метал необичайно залепне за матрицата, оставяйки материални отлагания.
Причини:
- Недостатъчни ъгли на наклон или подрязвания на отливката.
- Повредени или грапави повърхности на кухината на матрицата.
- Прегрят разтопен метал или температури на матрицата.
- Лошо качество на освобождаващия агент за плесени или неадекватно смазване.
Решения:
- Увеличете ъглите на наклон и елиминирайте подрязванията.
- Поправете и полирайте кухината на матрицата, за да подобрите грапавостта на повърхността.
- Регулирайте температурите на разтопения метал и матрицата в оптимални граници.
- Използвайте висококачествени средства за освобождаване на матрицата и смажете матриците правилно.
Профилактика:
- Оптимизирайте дизайна на частта с подходящи ъгли на наклон.
- Извършвайте редовна поддръжка и полиране на матрицата.
- Наблюдавайте и контролирайте температурите, за да предотвратите прегряване.
мехури
определение:
Блистерите са издутини или повдигнати участъци върху повърхността на отливката, причинени от разширение на газ, уловен под повърхността по време на втвърдяването.
Причини:
- Лош вентилационен дизайн в матрицата.
- Прекомерна употреба на освобождаващи агенти за плесени или смазочни материали.
- Недостатъчно обезгазяване на разтопен метал.
- Прегрята температура на матрицата, причиняваща намалена якост.
Решения:
- Подобрете вентилационната система чрез добавяне на вентилационни и преливни канали.
- Оптимизирайте количеството на отделящите средства за плесени и намалете прекомерната употреба.
- Извършете подходящо обезгазяване по време на топенето.
- По-ниска температура на матрицата в проблемните зони, за да се сведе до минимум разширяването на газа.
Профилактика:
- Осигурете ефективни вентилационни и преливни системи в матрицата.
- Поддържайте постоянни температури на матрицата и разтопения метал.
- Използвайте висококачествени и правилно нанесени отделящи средства за плесени.
Деформация
определение:
Деформация възниква, когато отливката се отклони от предвидената си форма поради вътрешни напрежения или неправилно охлаждане.
Причини:
- Неравномерна дебелина на стената, причиняваща непостоянно втвърдяване.
- Небалансирани сили на изтласкване.
- Прекомерно натрупване на вътрешно напрежение.
- Лош дизайн на охлаждане на матрицата.
Решения:
- Дизайнерски отливки с балансирана дебелина на стената.
- Оптимизирайте системите за изхвърляне, за да осигурите равномерно изхвърляне.
- Използвайте контролирани охладителни системи за равномерно втвърдяване.
- Намалете вътрешното напрежение чрез оптимизиране на параметрите на процеса.
Профилактика:
- Извършвайте симулации, за да предвидите и коригирате моделите на свиване.
- Редовно проверявайте и регулирайте механизма за изхвърляне.
- Наблюдавайте охладителните системи за последователност.
Маркери на потока
определение:
Следите от поток са вълнообразни повърхностни линии или обезцветяване, причинени от неравномерен поток от разтопен метал по време на пълнене.
Причини:
- Ниска скорост или налягане на инжектиране.
- Температура на студен разтопен метал.
- Лош контрол на температурата на матрицата.
- Лош дизайн на стробната система.
Решения:
- Увеличете скоростта и налягането на инжектиране, за да осигурите плавен поток.
- Повишете температурите на стопения метал и матрицата до препоръчителните нива.
- Оптимизирайте температурата на матрицата, за да поддържате равномерно пълнене.
- Препроектирайте литниковата система за по-добър метален поток.
Профилактика:
- Наблюдавайте и поддържайте правилни температури по време на леене.
- Редовно проверявайте и регулирайте параметрите на впръскване.
- Симулирайте модели на потока, за да оптимизирате дизайна на щлюпване.
Ламинации

определение:
Ламинациите са слоести дефекти, които възникват, когато разтопеният метал не успее да се стопи правилно, създавайки слаби, слоести области.
Причини:
- Неправилно местоположение на порта, което нарушава плавния поток на метала.
- Замърсители в разтопен метал.
- Студен разтопен метал или ниски температури на матрицата.
Решения:
- Препроектирайте системите за шибъри и канали, за да намалите прекъсванията на потока.
- Използвайте чист, висококачествен разтопен метал без замърсители.
- Повишете температурата на разтопения метал и матрицата за пълно топене.
Профилактика:
- Почиствайте редовно кухината на матрицата.
- Оптимизирайте системите за затваряне и впръскване.
- Постоянно наблюдавайте и контролирайте температурите.
Мивки
определение:
Потъванията са вдлъбнатини или вдлъбнатини върху повърхността на отливката, причинени от недостатъчно подаване по време на свиване.
Причини:
- Неравномерна дебелина на стената, водеща до локално свиване.
- Недостатъчно налягане на втвърдяване.
- Лошата вентилация възпрепятства правилното хранене.
Решения:
- Проектирайте отливки с еднаква дебелина на стената, за да избегнете неравномерно свиване.
- Увеличете налягането на задържане по време на втвърдяването.
- Подобрете вентилацията, за да улесните храненето.
Профилактика:
- Извършете термичен анализ по време на проектирането на матрицата, за да избегнете горещи точки.
- Следете параметрите на инжектиране и консистенцията на налягането.
Често задавани въпроси
Какви са различните видове леене под налягане?
Леенето под налягане е производствен процес, използван за производство на метални части, с различни видове, пригодени за специфични материали, дизайни и приложения. Леенето под високо и ниско налягане обикновено се използва за детайли с висока точност, докато гравитационното и вакуумното леене минимизират дефекти като порьозност.
Усъвършенствани методи като леене под налягане и производство на хибридни добавки предлагат повишена здравина, намалени дефекти и по-голяма гъвкавост на дизайна за специализирани приложения.
Можете ли да обясните процеса на леене под налягане?
Процесът на леене под налягане включва топене на метал, инжектирането му в стоманена форма за многократна употреба под високо налягане, охлаждането му, за да се втвърди формата, и след това отстраняване на готовата част.
Процесът е бърз и прецизен, произвеждайки висококачествени части с детайлен дизайн, който може да изисква минимално довършване.