{kind=link}
{kind=link}
ливење под притиском, широко коришћен производни процес за производњу сложених металних делова често наилази на недостатке који могу да угрозе квалитет и функционалност производа. Отклањање ових недостатака подразумева разумевање њихових узрока, примену ефикасних решења и усвајање превентивних мера.
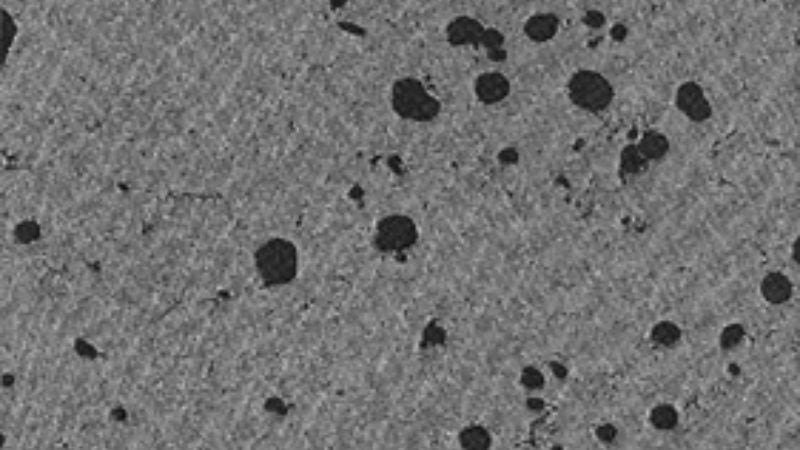
Порозност
дефиниција:
Порозност је дефект у коме се мале шупљине или мехурићи формирају унутар одливака због заробљених гасова или неправилног очвршћавања. Смањује структурни интегритет одливака, чинећи га непогодним за апликације које захтевају чврстоћу или непропусност.
Узроци:
- Заробљени ваздух или гасови: Увучени ваздух у растопљени метал током убризгавања узрокује празнине јер ваздух не успева да побегне током очвршћавања.
- Неправилно одзрачивање: Неадекватни отвори за вентилацију у калупу спречавају излазак гасова, повећавајући порозност.
- Турбулентни проток метала: Нестабилан или хаотичан ток растопљеног метала доводи до заробљавања ваздуха.
- Заробљавање гаса: Прекомерна употреба средстава за отпуштање калупа или мазива може створити гас унутар шупљине.
Решења:
- Оптимизујте систем вентилације: Правилно одзрачивање омогућава да заробљени гасови побегну пре очвршћавања. Додавање преливања и одзрачивања веша може помоћи.
- Подесите брзину убризгавања: Успорите убризгавање да бисте смањили турбуленцију и омогућили уредан проток метала.
- Контролишите температуру метала: Одржавајте уједначену и оптималну температуру метала како бисте обезбедили глатко пуњење.
- Користите вакуумске системе: Користите процес потпомогнут вакуумом за уклањање ваздуха и загађивача из одливака.
Превенција:
- Дизајнирајте одговарајуће системе за преливање: Укључите преливне канале да преусмерите гасове и обезбедите несметан проток метала.
- Одржавајте константну температуру метала: Избегавајте прегревање или нагло хлађење да бисте смањили заробљавање гаса.
- Редовно одржавање матрице: Одржавајте матрицу чистом и без загађивача како бисте спречили накупљање гаса.
- Одговарајући дизајн капије и водилице: Уверите се да су капије и вођице довољно велики да олакшају потпуно пуњење калупа уз минималну турбуленцију.
Цолд Схутс
дефиниција:
Хладно затварање настаје када се два тока растопљеног метала сретну, али не успеју да се правилно споје, остављајући видљив шав или слабу везу. Овај недостатак утиче и на изглед и на снагу ливења.
Узроци:
- Ниска температура метала: Недовољна температура узрокује прерано очвршћавање растопљеног метала.
- Спора брзина убризгавања: Кашњења протока метала резултирају делимичним хлађењем пре фузије.
- Лош проток метала: Неправилан проток метала због лошег дизајна капије доприноси непотпуној фузији.
- Неадекватно одзрачивање: Заробљени ваздух може пореметити спајање токова растопљеног метала.
Решења:
- Повећајте температуру метала: Подигните температуру да бисте осигурали да растопљени метал тече и правилно се топи.
- Оптимизујте брзину убризгавања: Подесите брзину да бисте постигли гладак и континуиран проток метала.
- Побољшајте дизајн капије: Уверите се да су капије позициониране тако да ефикасно усмеравају ток.
- Боље постављање вентилације: Додајте отворе за вентилацију кључним областима како бисте осигурали да се заробљени ваздух избаци.
Превенција:
- Доследно надгледајте температуру метала: Обезбедите равномерно загревање растопљеног метала током целог процеса.
- Редовне провере температуре матрице: Одржавајте оптималну температуру матрице да бисте спречили превремено хлађење.
- Одговарајући дизајн локације капије: Стратешки позиционирајте капије да бисте побољшали проток метала и смањили турбуленцију.
- Одржавајте оптималну брзину убризгавања: Уравнотежите брзину да бисте избегли хлађење, а истовремено обезбедили доследно пуњење.
Вруће тачке
дефиниција:
Вруће тачке су локализована подручја прегревања унутар калупа, што доводи до неравномерног хлађења и дефеката као што је савијање или недоследност димензија у ливењу.
Узроци:
- Неуједначена температура матрице: Недоследно хлађење ствара зоне прекомерне акумулације топлоте.
- Лош дизајн хлађења: Недостатак ефикасних канала за хлађење у калупу узрокује локализоване жаришне тачке.
- Неадекватно подмазивање: Недовољна или неуједначена примена мазива може погоршати проблеме са топлотом.
- Акумулација метала: Вишак метала у одређеним областима може дуже задржати топлоту.
Решења:
- Балансирајте канале за хлађење: Дизајнирајте оптимизовану мрежу канала за хлађење за равномерно одвођење топлоте.
- Подесите температуру матрице: Пажљиво пратите и регулишите температуру матрице током производње.
- Оптимизирајте подмазивање: Осигурајте доследну и адекватну примену висококвалитетних мазива.
- Измените дизајн делова: Уклоните дебеле делове који су склони задржавању топлоте.
Превенција:
- Редовно одржавање система за хлађење: Очистите канале за хлађење и проверите да ли постоје блокаде или неефикасност.
- Одговарајућа контрола температуре матрице: Користите напредне системе за праћење температуре да бисте осигурали равномерно хлађење.
- Конзистентна примена подмазивања: Инвестирајте у аутоматизоване системе за подмазивање да бисте применили уједначену количину.
- Надгледајте дистрибуцију топлоте: Користите термално снимање да бисте идентификовали тачке концентрације топлоте током производње.
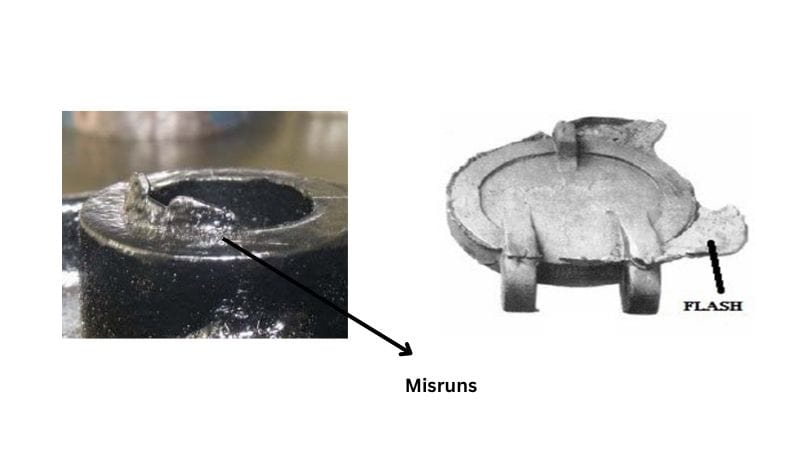
Промашаји / кратки ударци
дефиниција:
Погрешни ход или кратки ударци настају када растопљени метал не успе у потпуности да попуни шупљину калупа, што резултира непотпуним или недостајућим деловима одливака.
Узроци:
- Недовољна запремина метала: Запремина растопљеног метала није довољна да испуни шупљину.
- Низак притисак убризгавања: Недовољан притисак спречава да се метал у потпуности рашири.
- Лош проток метала: Препреке или лош дизајн врата ометају правилан проток.
- Температура хладног калупа: Хладна матрица узрокује прерано очвршћавање растопљеног метала.
Решења:
- Повећајте запремину метала: Уверите се да је довољна количина метала доступна по ударцу.
- Подесите притисак убризгавања: Повећајте притисак да бисте осигурали да метал у потпуности испуњава калуп.
- Оптимизујте локацију капије: Поставите капије да бисте унапредили једнолично пуњење и несметан проток.
- Правилно загрејте матрицу: Претходно загрејте матрицу да бисте спречили прерано очвршћавање.
Превенција:
- Редовне провере јачине ударца: Уверите се да сваки метак има тачну количину растопљеног метала.
- Одржавајте константну температуру матрице: Користите грејаче или регулаторе температуре.
- Одговарајући дизајн система клизача: Дизајнирајте клизаче да олакшате лак и потпун проток метала.
- Надгледајте параметре убризгавања: Редовно проверавајте и фино подешавајте притисак, брзину и време.
Фласх
дефиниција:
Флеш је танак, вишак металног слоја који се формира на ивицама одливака услед цурења метала кроз празнине на површинама за раздвајање матрице.
Узроци:
- Превелики притисак убризгавања: Висок притисак тера метал да изађе из шупљине калупа.
- Истрошене површине матрице: Временом се формирају празнине због истрошених ивица матрице.
- Недовољна сила стезања: Слабо стезање омогућава металу да продре.
- Неусклађене матрице: Неправилно поравнање ствара простор за цурење метала.
Решења:
- Подесите притисак убризгавања: Смањите превелики притисак да бисте спречили преливање.
- Поправка/замена истрошених матрица: Вратите ивице матрице или замените истрошене алате.
- Повећајте силу стезања: Осигурајте довољну силу за заптивање површина које се раздвајају.
- Правилно поравнање матрице: Редовно проверавајте и прилагођавајте поравнање да бисте елиминисали празнине.
Превенција:
- Редовно одржавање матрице: Често прегледајте линије за раздвајање и површине заптивки.
- Надгледајте силу стезања: Уверите се да је матрица безбедно причвршћена током производње.
- Често проверавајте поравнање матрице: Планирајте периодична подешавања поравнања.
- Одговарајући дизајн линије за раздвајање: Дизајнирајте линију раздвајања како бисте минимизирали потенцијалне путеве цурења.
Скупљање
дефиниција:
Скупљање је врста дефекта где се унутар одливака или на његовој површини појављују шупљине или шупљине због неравномерног очвршћавања током хлађења.
Узроци:
- Неуједначена дебљина зида која узрокује неуједначено хлађење.
- Недовољно храњење растопљеног метала током очвршћавања.
- Лош дизајн хлађења матрице.
- Низак притисак убризгавања или кратко време задржавања притиска.
Решења:
- Оптимизујте дизајн делова да бисте обезбедили уједначену дебљину зида.
- Користите хранилице или успоне за снабдевање додатног материјала током очвршћавања.
- Побољшајте хлађење калупа да бисте обезбедили контролисано очвршћавање.
- Повећајте притисак убризгавања и продужите време задржавања притиска.
Превенција:
- Дизајнирајте одливе са константном дебљином зида.
- Спроведите одговарајућу анализу хлађења матрице да бисте избегли вруће тачке.
- Редовно надгледајте и прилагођавајте параметре процеса, као што су притисак и време убризгавања.
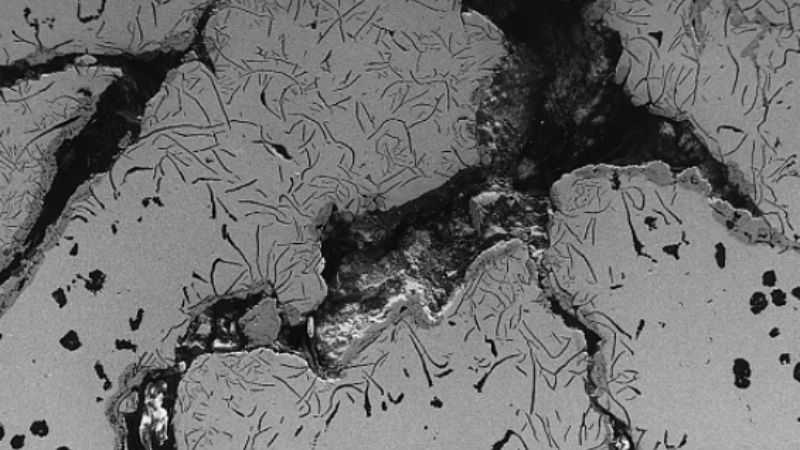
Инклузија
дефиниција:
Инклузије су честице страног материјала неправилног облика, као што су шљака или оксиди, заробљене унутар одливака, узрокујући унутрашње слабости или површинске дефекте.
Узроци:
- Нечист или нечист растопљени метал.
- Шљака или остаци који се не уклањају током преливања.
- Лоше чишћење шупљине калупа или алата.
- Неадекватно мешање или мешање растопљеног метала.
Решења:
- Користите пуњење пећи високе чистоће и темељно очистите кутлаче и алате.
- Скините шљаку и остатке растопљеног метала пре изливања.
- Очистите калупе и шупљину калупа пре сваког производног циклуса.
- Побољшајте процес пречишћавања метала, као што је дегазација или филтрирање.
Превенција:
- Обезбедите чист и контролисан процес топљења.
- Користите средства за отпуштање плесни која смањују ризик од контаминације.
- Редовно проверавајте и чистите шупљину калупа и опрему.
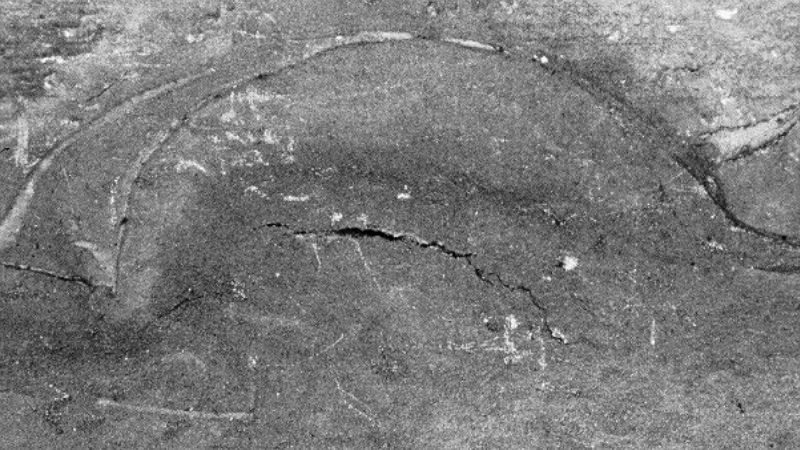
Пукотине
дефиниција:
Пукотине су линеарни или неправилни преломи на површини или унутар одливака који се могу јавити током или након очвршћавања услед затезних напона.
Узроци:
- Неравномерно очвршћавање услед лоше контроле температуре матрице.
- Ненормално скупљање узроковано неуједначеном дебљином зида.
- Прекомерни унутрашњи стрес или неравнотежа током избацивања.
- Неправилан састав легуре са прекомерним штетним елементима.
Решења:
- Оптимизујте температуру матрице у оквиру препорученог опсега (180°Ц–280°Ц).
- Дизајнирајте одливе са уједначеном дебљином зида како бисте спречили напрезања скупљања.
- Уравнотежите силе избацивања подешавањем или додавањем клинова за избацивање.
- Обезбедите правилан састав легуре контролисањем штетних елемената као што је Фе.
Превенција:
- Користите алате за симулацију да бисте дизајнирали добро избалансиране структуре.
- Одржавајте конзистенцију температуре матрице са одговарајућим системима грејања.
- Редовно пратите састав легуре током топљења.
Повлачење и лемљење
дефиниција:
Повлачење су огреботине налик тракама које настају услед оштећења или трења током избацивања, док се лемљење дешава када се растопљени метал ненормално залепи за матрицу, остављајући наслаге материјала.
Узроци:
- Недовољни углови промаја или подрези на ливењу.
- Оштећене или грубе површине шупљине матрице.
- Прегрејане температуре растопљеног метала или матрице.
- Средство за одвајање калупа лошег квалитета или неадекватно подмазивање.
Решења:
- Повећајте углове промаја и елиминишите подрезивање.
- Поправите и полирајте шупљину калупа да бисте побољшали храпавост површине.
- Подесите температуру растопљеног метала и матрице унутар оптималних опсега.
- Користите висококвалитетна средства за отпуштање калупа и правилно подмазујте калупе.
Превенција:
- Оптимизујте дизајн делова са одговарајућим угловима промаја.
- Обављајте редовно одржавање и полирање калупа.
- Пратите и контролишите температуре да бисте спречили прегревање.
Пликови
дефиниција:
Пликови су избочине или уздигнуте површине на површини ливења узроковане експанзијом гаса заробљеног испод површине током очвршћавања.
Узроци:
- Лош дизајн вентилације у калупу.
- Прекомерна употреба средстава за отпуштање калупа или мазива.
- Неадекватно дегазирање растопљеног метала.
- Прегрејана температура матрице доводи до смањења снаге.
Решења:
- Побољшајте вентилациони систем додавањем канала за одзрачивање и преливање.
- Оптимизујте количину средстава за отпуштање калупа и смањите прекомерну употребу.
- Извршите одговарајући третман дегазације током топљења.
- Смањите температуру матрице у проблематичним областима како бисте минимизирали експанзију гаса.
Превенција:
- Обезбедите ефикасне системе за вентилацију и преливање у калупу.
- Одржавајте константну температуру матрице и растопљеног метала.
- Користите висококвалитетна и правилно примењена средства за отпуштање калупа.
Деформација
дефиниција:
Деформација настаје када ливење одступи од предвиђеног облика услед унутрашњих напрезања или неправилног хлађења.
Узроци:
- Неуједначена дебљина зида изазива недоследно очвршћавање.
- Неуравнотежене силе избацивања.
- Прекомерно нагомилавање унутрашњег стреса.
- Лош дизајн хлађења матрице.
Решења:
- Дизајнирајте одливке са уравнотеженом дебљином зида.
- Оптимизирајте системе избацивања како бисте осигурали равномјерно избацивање.
- Користите контролисане системе хлађења за равномерно очвршћавање.
- Смањите унутрашњи стрес оптимизацијом параметара процеса.
Превенција:
- Извршите симулације да бисте предвидели и исправили обрасце скупљања.
- Редовно проверавајте и подешавајте механизам за избацивање.
- Пратите системе за хлађење ради доследности.
Флов Маркс
дефиниција:
Ознаке протока су таласасте површинске линије или промена боје узрокована неправилним протоком растопљеног метала током пуњења.
Узроци:
- Ниска брзина или притисак убризгавања.
- Температура хладног растопљеног метала.
- Лоша контрола температуре матрице.
- Лош дизајн система капије.
Решења:
- Повећајте брзину и притисак убризгавања да бисте обезбедили несметан проток.
- Подигните температуру растопљеног метала и матрице на препоручене нивое.
- Оптимизујте температуру калупа да бисте одржали једнолично пуњење.
- Редизајнирајте систем затварања за бољи проток метала.
Превенција:
- Пратите и одржавајте исправне температуре током ливења.
- Редовно проверавајте и прилагођавајте параметре убризгавања.
- Симулирајте обрасце протока да бисте оптимизовали дизајн врата.
Ламинације

дефиниција:
Ламинације су слојевити дефекти који настају када растопљени метал не успе да се правилно стопи, стварајући слабе, слојевите регионе.
Узроци:
- Неправилна локација капије омета глатки проток метала.
- Загађивачи у растопљеном металу.
- Хладни растопљени метал или ниске температуре матрице.
Решења:
- Редизајнирајте системе капија и водилица како бисте смањили прекиде протока.
- Користите чист, висококвалитетан растопљени метал без загађивача.
- Повећајте температуру растопљеног метала и калупа за потпуно стапање.
Превенција:
- Редовно чистите шупљину калупа.
- Оптимизујте системе за затварање и убризгавање.
- Доследно пратите и контролишете температуре.
Судопере
дефиниција:
Судопери су удубљења или удубљења на површини ливења узрокована недовољним храњењем током скупљања.
Узроци:
- Неуједначена дебљина зида доводи до локализованог скупљања.
- Недовољан притисак очвршћавања.
- Лоша вентилација спречава правилно храњење.
Решења:
- Дизајнирајте одливе са равномерном дебљином зида како бисте избегли неравномерно скупљање.
- Повећајте притисак задржавања током очвршћавања.
- Побољшајте вентилацију да бисте олакшали храњење.
Превенција:
- Спроведите термичку анализу током дизајна матрице да бисте избегли вруће тачке.
- Пратите параметре убризгавања и конзистенцију притиска.
Често постављана питања
Које су различите врсте ливења под притиском?
Ливење под притиском је производни процес који се користи за производњу металних делова, различитих типова прилагођених специфичним материјалима, дизајну и примени. Ливење под високим притиском и ливење под ниским притиском се обично користе за високо прецизне делове, док гравитационо и вакуумско ливење под притиском минимизирају дефекте као што је порозност.
Напредне методе као што су ливење под притиском и производња хибридних адитива нуде повећану снагу, смањене дефекте и већу флексибилност дизајна за специјализоване примене.
Можете ли објаснити процес ливења под притиском?
Процес ливења под притиском укључује топљење метала, убризгавање у челични калуп за вишекратну употребу под високим притиском, хлађење да би се облик учврстио, а затим уклањање готовог дела.
Процес је брз и прецизан, производи висококвалитетне делове са детаљним дизајном који могу захтевати минималну завршну обраду.