{kind=link}
{kind=link}

Что такое литье под высоким давлением?
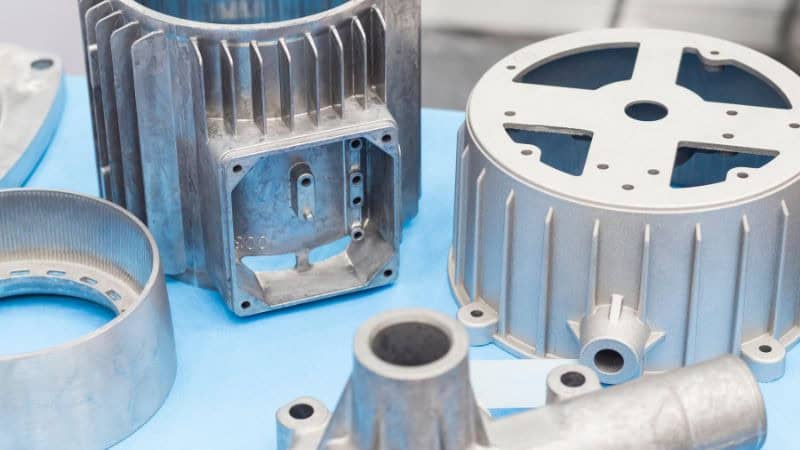
Литье под высоким давлением (HPDC) — это производственный процесс, используемый для изготовления металлических деталей путем впрыскивания расплавленного металла в стальную форму или штамп под высоким давлением. Этот процесс широко используется для создания сложных и прецизионных компонентов с превосходной чистотой поверхности и точностью размеров.
Литье под высоким давлением по сути является синонимом традиционное литье под давлениемПоскольку это представляет собой стандартный метод обработки под высоким давлением, используемый в отрасли. Ключевые различия заключаются в конкретных технологиях и вариациях, используемых для учета различных материалов и производственных требований.
В предыдущей статье мы кратко рассмотрели процесс литья под давлением. В этой статье мы более подробно изучим этот процесс, углубляя ваше понимание его тонкостей и областей применения.
Что представляет собой процесс HPDC?
Процесс высокотемпературной штамповки начинается с тщательной подготовки пресс-формы, в ходе которой форма очищается, проверяется на наличие дефектов и покрывается смазочным материалом для регулирования температуры и облегчения извлечения отливки.
Затем матрица предварительно нагревается для обеспечения надлежащего потока металла и его затвердевания. Во время фазы впрыска расплавленный металл заливается в впрыскивающую гильзу, соединенную с полостью матрицы, и подается в форму под высоким давлением, обычно от 1,500 до 25,400 фунтов на квадратный дюйм (от 10 до 175 МПа).
Впрыск под высоким давлением обеспечивает заполнение формы металлом, даже в сложных формах или тонкостенных элементах. Поскольку металл быстро затвердевает при контакте с охлажденными поверхностями матрицы, поддерживается постоянное давление для минимизации пористости и обеспечения точности размеров.
После затвердевания половинки матрицы разделяются, и отливка извлекается с помощью выталкивающих штифтов. Затем деталь подвергается обрезке для удаления излишков материала, таких как литники, каналы и облой. На заключительном этапе выбивания оставшийся металлический лом отделяется от отливки, часто с помощью специальной обрезной матрицы в прессе. Этот лом обычно перерабатывается путем переплавки.
Какие существуют виды литья под высоким давлением?
Литье под высоким давлением (HPDC) можно разделить на несколько типов в зависимости от способа впрыскивания расплавленного металла в форму. Два основных типа литья под высоким давлением: литье под давлением с горячей камерой и литье под давлением в холодной камере.
Литье под давлением
При литье под давлением в горячей камере металл плавится в печи, являющейся частью литейной машины. Затем расплавленный металл впрыскивается в полость формы с помощью поршня и механизма типа «гусиная шея». Этот метод эффективен для металлов с низкими температурами плавления.
Обычно его используют для сплавов с более низкими температурами плавления, таких как цинк, магний и свинец.
Процесс ускоряется, поскольку металл не нужно перемещать из внешней печи, что сокращает время цикла литья.
Однако этот метод не подходит для металлов с высокой температурой плавления, поскольку они могут повредить компоненты машины, такие как «гусиная шея» и сопло.
Литье под давлением в холодной камере
При литье под давлением в холодной камере металл плавится в отдельной печи, а затем подается в литейную машину. Расплавленный металл впрыскивается в полость формы с помощью поршня.
Этот метод идеально подходит для металлов с более высокими температурами плавления, таких как алюминий, латунь и некоторые сплавы магния.
Он способен работать с металлами с высокой температурой плавления, которые не подходят для процессов в горячих камерах.
Дополнительный этап переноса расплавленного металла из печи в машину может замедлить процесс по сравнению с литьем под давлением в горячей камере.
Каковы преимущества литья под высоким давлением?

Преимущества литья под высоким давлением (HPDC) обусловлены его способностью эффективно производить высококачественные, сложные металлические компоненты.
Высокие производственные показатели
- Скорость процессаТехнология HPDC использует высокое давление для впрыскивания расплавленного металла в матрицу, что обеспечивает быстрое заполнение и быстрое затвердевание. Такая скорость имеет решающее значение для массового производства, позволяя производителям выпускать большие объемы деталей в короткие сроки.
Размерная точность и точность
- Контролируемый процессВысокое давление обеспечивает заполнение расплавленным металлом всех щелей формы, в результате чего получаются детали с постоянными размерами и высокой точностью. Это снижает необходимость в дополнительной механической обработке или финишной отделке, экономя время и средства.
Сложные формы и тонкие стенки
- Впрыск под высоким давлениемВозможность впрыскивания металла под высоким давлением позволяет создавать сложные формы и замысловатые детали, которые трудно получить с помощью других методов литья. Кроме того, это позволяет производить тонкостенные компоненты, толщина которых может составлять всего 1 мм, что способствует снижению веса конечной продукции.
Гладкая поверхность
- Качество пресс-формы и технологического процессаДанный процесс позволяет получать детали с гладкой поверхностью непосредственно из пресс-формы, что идеально подходит для применений, требующих эстетичной привлекательности или дополнительной обработки поверхности, такой как гальваническое покрытие. Это сводит к минимуму необходимость в вторичных процессах финишной обработки.
Эффективность использования материалов и сокращение отходов
- Минимальные потери материалаТехнология HPDC позволяет получать детали, близкие к их окончательным размерам, что минимизирует отходы материала по сравнению с традиционными методами механической обработки, предполагающими удаление излишков материала.
Универсальность при работе с цветными металлами.
- Гибкость материалаHPDC совместим с широким спектром цветных металлов, включая алюминий, цинк и магний. Эта универсальность позволяет производителям выбирать материалы в зависимости от конкретных требований к применению, таких как вес, прочность и коррозионная стойкость.
Прочные штампы
- Длительный срок службыВ процессе высокотемпературной штамповки (HPDC) используются штампы, изготовленные из прочных материалов, способных выдерживать высокое давление и температуру. Эта прочность позволяет использовать штампы многократно, что со временем снижает себестоимость единицы продукции.
В чём заключаются недостатки литья под высоким давлением?
Литье под высоким давлением (HPDC) имеет ряд недостатков, которые могут повлиять на его пригодность для определенных применений. Вот основные недостатки:
Высокие начальные затраты на оснасткуЗатраты на подготовку и изготовление оснастки для технологии HPDC значительны из-за необходимости в сложных и точных пресс-формах. Это делает её экономически целесообразной, прежде всего, для крупносерийного производства, поскольку первоначальные инвестиции распределяются на большое количество деталей.
Проблемы пористостиБыстрое охлаждение и впрыск под высоким давлением могут привести к образованию пористости в литых деталях. Пористость, то есть наличие мельчайших воздушных полостей или пустот, может ухудшить механические свойства и структурную целостность компонентов. Эта проблема требует тщательного контроля технологического процесса для минимизации дефектов.
Материальные ограниченияТехнология HPDC обычно применяется для цветных металлов, таких как алюминий, цинк и магний. Этот процесс плохо подходит для черных металлов из-за их более высоких температур плавления и износа, который они вызывают в пресс-формах.
Ограничения дизайнаДанный процесс накладывает определенные ограничения на конструкцию, особенно в отношении углов уклона, толщины стенок и линий разъема. Эти ограничения могут потребовать дополнительных итераций проектирования и могут ограничивать сложность изготавливаемых деталей.
Не подходит для мелкосерийного производстваИз-за высоких затрат, связанных с оснасткой и наладкой, технология HPDC нерентабельна для мелкосерийного производства. Этот процесс лучше всего подходит для крупномасштабного производства, где затраты могут быть амортизированы на большое количество единиц продукции.
Экологические аспектыИспользование оборудования высокого давления и плавильных печей в технологиях высокотемпературной обработки металлов потребляет значительное количество энергии и может приводить к выбросам вредных веществ. Для смягчения воздействия на окружающую среду крайне важны такие экологически устойчивые методы, как переработка металлолома и оптимизация энергопотребления.
Вопросы проектирования пресс-форм в HPDC
При проектировании пресс-форм для литья под высоким давлением необходимо учитывать три ключевых аспекта: компоновку полости и стержня, эффективность систем охлаждения и выбор соответствующих материалов для пресс-форм.
Полость и ядро
Полость и стержень — это две основные части литейной формы. Полость — это полая часть, куда заливается расплавленный металл, а стержень формирует внутреннюю геометрию отливки. Крайне важно обеспечить, чтобы полость и стержень были спроектированы таким образом, чтобы выдерживать высокое давление без деформации.
Разработка хорошо сбалансированной полости и стержня имеет важное значение для изготовления точных и сложных деталей. Необходимо учитывать такие факторы, как толщина стенок, линии разъема и углы уклона, чтобы облегчить извлечение готовой отлитой детали.
Системы охлаждения
Надлежащее охлаждение имеет важное значение для эффективности и качества процесса литья под давлением. Системы охлаждения способствуют быстрому затвердению расплавленного металла, тем самым сокращая время цикла и повышая производительность.
Для контроля температуры в пресс-форму часто встраиваются охлаждающие каналы. Эффективные системы охлаждения помогают снизить термическое напряжение и предотвратить дефекты в конечном продукте. Регулярное техническое обслуживание охлаждающих каналов имеет решающее значение для предотвращения засоров, которые могут повлиять на эффективность охлаждения.
Материалы прессформы
Выбор правильных материалов для пресс-формы имеет решающее значение для ее долговечности и производительности. Пресс-форма должна выдерживать высокое давление, высокие температуры и непрерывные циклы без значительного износа.
Как правило, формы изготавливаются из высококачественной жаростойкой стали. Выбор материала для формы влияет на общую стоимость, долговечность и качество отливки. Инвестиции в высококачественные материалы могут со временем сократить время простоя и затраты на техническое обслуживание.
Каковы области применения литья под высоким давлением?

Автоматизированная индустрияБлагодаря высокой точности и надежности, технология HPDC часто используется для производства компонентов двигателей, корпусов трансмиссий и других важных деталей.
Аэрокосмическая индустрияЭтот метод позволяет изготавливать легкие и прочные детали для самолетов, включая конструктивные элементы и корпуса.
ЭлектроникаРадиаторы, корпуса и другие электронные компоненты выигрывают от высокой точности и превосходного качества поверхности, обеспечиваемых технологией HPDC.
Потребительские товарыТакие изделия, как корпуса электроинструментов и детали кухонной техники, также изготавливаются методом литья под высоким давлением для достижения детальной и прочной конструкции.
Какие существуют инновационные методы литья, помимо HPDC?
В дополнение к традиционным методам литья под высоким давлением, появилось несколько инновационных технологий литья металлов, позволяющих усовершенствовать процесс и решить конкретные задачи. К таким достижениям относятся литье под вакуумом, литье под давлением и обработка полужидких металлов.
Литье под вакуумом Этот метод предполагает создание вакуума внутри полости матрицы перед впрыскиванием расплавленного металла. Он уменьшает захват газа, что приводит к улучшению механических свойств и качества поверхности. Этот метод особенно эффективен для производства тонкостенных компонентов и часто используется в автомобильной и аэрокосмической промышленности.
Выдавить литье Это еще один передовой метод, при котором расплавленный металл впрыскивается в матрицу под высоким давлением, а дополнительное давление прикладывается во время затвердевания. Эта технология минимизирует пористость и улучшает механические свойства конечного продукта, что делает его пригодным для изготовления конструкционных элементов.
Полутвердометаллическая обработка (SSM) Метод SSM предполагает частичное затвердевание металла перед впрыскиванием, в результате чего образуется суспензия. Этот метод обеспечивает лучший контроль над потоком металла, уменьшая дефекты и улучшая механические свойства отливки. SSM особенно полезен для сложных геометрических форм и высокопрочных изделий.
Часто задаваемые вопросы (FAQ)
Какие металлы чаще всего используются в HPDC?
К металлам, наиболее часто используемым в HPDC, относятся:
- Алюминиевые сплавы: Благодаря превосходному сочетанию свойств, это одни из наиболее широко используемых металлов в HPDC.
- Магниевые сплавы: приобретают все большую популярность благодаря своим легким свойствам, особенно в автомобильной промышленности.
- Цинковые сплавы: часто используются благодаря хорошей литейности и низкой температуре плавления.
- Медные сплавы: Они используются в некоторых областях, хотя и реже, чем алюминий или цинк.
К числу конкретных сплавов и областей их применения относятся:
- А380 (алюминиевый сплав): широко используется, например, в блоках цилиндров двигателей, автомобильных деталях и корпусах.
- 383 (алюминиевый сплав): подходит для тонкостенных деталей и сложных конструкций.
- Сплав B390 (алюминиевый сплав): используется для изготовления шестерен, поршней и компонентов двигателя.
- А413 и 413 (алюминиевые сплавы): используются в автомобильной и аэрокосмической промышленности.
- AZ91D и AM60B (магниевые сплавы): широко используются в автомобилестроении, хотя имеют ограничения по теплопроводности для некоторых современных применений, таких как электромобили.
Чем отличается литье под высоким давлением от литья под низким давлением?
Литье под высоким давлением использует большее усилие для впрыскивания расплавленного металла в формы, что приводит к более быстрому производству и лучшему воспроизведению деталей. Методы литья под низким давлением основаны на силе тяжести или меньшей силе, что делает их более медленными и менее точными для сложных деталей.
Какой типичный диапазон давления используется в машинах для литья под высоким давлением?
Диапазон давления для литья под высоким давлением обычно составляет от 1000 до 25 000 фунтов на квадратный дюйм (PSI). Точное давление зависит от типа металла и сложности изготавливаемой детали.