{kind=link}
{kind=link}
Ձուլում, բարդ մետաղական մասերի արտադրության լայնորեն օգտագործվող արտադրական գործընթացը հաճախ հանդիպում է թերությունների, որոնք կարող են վտանգել արտադրանքի որակը և ֆունկցիոնալությունը: Այս թերությունների վերացումը ներառում է դրանց պատճառների ըմբռնումը, արդյունավետ լուծումների իրականացումը և կանխարգելիչ միջոցների ընդունումը:
Ծակոտկենություն
Սահմանում:
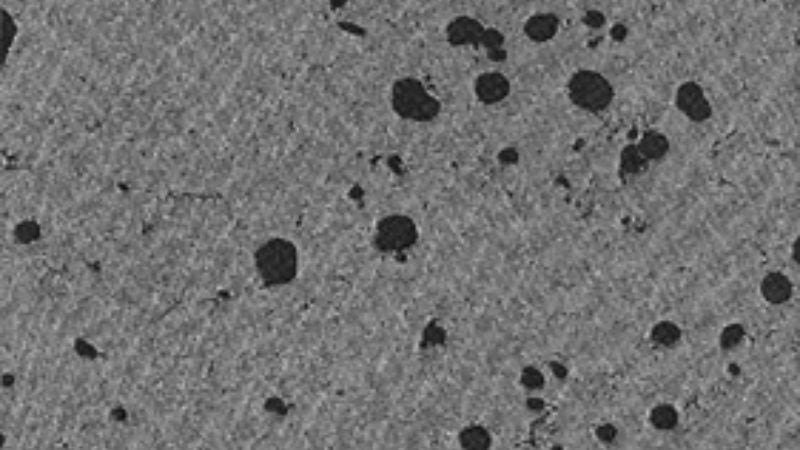
Ծակոտկենությունը թերություն է, որի դեպքում ձուլման ներսում ձևավորվում են փոքր դատարկություններ կամ պղպջակներ՝ թակարդված գազերի կամ ոչ պատշաճ ամրացման պատճառով: Այն թուլացնում է ձուլման կառուցվածքային ամբողջականությունը՝ դարձնելով այն ոչ պիտանի ուժ կամ հերմետիկություն պահանջող կիրառությունների համար:
Պատճառները.
- Թակարդված օդ կամ գազեր. ներարկման ընթացքում հալած մետաղի մեջ ներթափանցված օդը առաջացնում է դատարկություններ, քանի որ օդը չի կարողանում դուրս գալ պնդացման ժամանակ:
- Անպատշաճ օդափոխություն. թաղանթի անբավարար օդափոխիչները կանխում են գազերի արտահոսքը՝ մեծացնելով ծակոտկենությունը:
- Անհանգիստ մետաղի հոսք. անկայուն կամ քաոսային հալված մետաղի հոսքը հանգեցնում է օդի թակարդի:
- Գազի թակարդում. բորբոսից ազատող նյութերի կամ քսանյութերի չափից ավելի օգտագործումը կարող է գազ առաջացնել խոռոչի ներսում:
Լուծումներ:
- Օպտիմալացնել օդափոխման համակարգը. պատշաճ օդափոխությունը թույլ է տալիս թակարդված գազերը դուրս պրծնել նախքան ամրացումը: Լվացքի հեղեղումների և օդափոխության լվացման միջոցների ավելացումը կարող է օգնել:
- Կարգավորեք ներարկման արագությունը. դանդաղեցրեք ներարկումը, որպեսզի նվազեցնի տուրբուլենտությունը և թույլ տաք մետաղի կանոնավոր հոսք:
- Վերահսկեք մետաղի ջերմաստիճանը: Պահպանեք մետաղի միատեսակ և օպտիմալ ջերմաստիճան՝ հարթ լցոնում ապահովելու համար:
- Օգտագործեք վակուումային համակարգեր. կիրառեք վակուումային օժանդակ գործընթաց՝ ձուլման միջից օդը և աղտոտիչները հեռացնելու համար:
Կանխարգելում:
- Նախագծեք վարարման ճիշտ համակարգեր. Ներառեք արտահոսքի ալիքներ՝ գազերը վերահղելու և մետաղի հարթ հոսք ապահովելու համար:
- Պահպանեք մետաղի կայուն ջերմաստիճանը. Խուսափեք գերտաքացումից կամ հանկարծակի սառեցումից՝ գազի արգելափակումը նվազեցնելու համար:
- Մաքուրի կանոնավոր սպասարկում. գազերի կուտակումը կանխելու համար մածանը մաքուր պահեք և զերծ աղտոտիչներից:
- Դարպասների և վազորդների պատշաճ ձևավորում. Համոզվեք, որ դարպասները և վազորդները բավականաչափ մեծ են, որպեսզի հեշտացնեն կաղապարի ամբողջական լցոնումը նվազագույն տուրբուլենտությամբ:
Սառը փակումներ
Սահմանում:
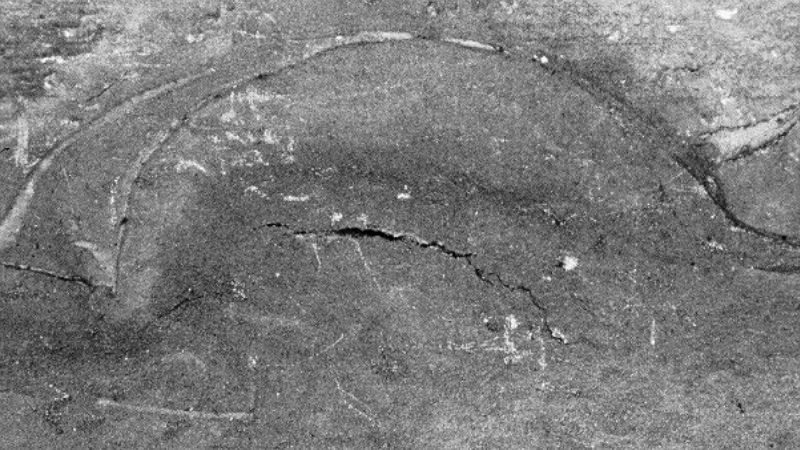
Սառը փակումները տեղի են ունենում, երբ հալած մետաղի երկու հոսքեր հանդիպում են, բայց չեն կարողանում պատշաճ կերպով միաձուլվել՝ թողնելով տեսանելի կար կամ թույլ կապ: Այս թերությունը ազդում է ինչպես ձուլման տեսքի, այնպես էլ ամրության վրա:
Պատճառները.
- Մետաղի ցածր ջերմաստիճան. անբավարար ջերմաստիճանը հանգեցնում է հալած մետաղի վաղաժամ ամրացմանը:
- Դանդաղ ներարկման արագություն. մետաղի հոսքի հետաձգումը հանգեցնում է մասնակի սառեցման մինչև միաձուլումը:
- Մետաղական վատ հոսք. դարպասի վատ դիզայնի պատճառով մետաղի անկանոն հոսքը նպաստում է թերի միաձուլմանը:
- Անբավարար օդափոխություն. թակարդված օդը կարող է խաթարել հալած մետաղի հոսքերի միացումը:
Լուծումներ:
- Բարձրացրեք մետաղի ջերմաստիճանը. բարձրացրեք ջերմաստիճանը՝ ապահովելու համար հալած մետաղի հոսքը և պատշաճ կերպով միաձուլվելը:
- Օպտիմալացնել ներարկման արագությունը. կարգավորեք արագությունը մետաղի հարթ և շարունակական հոսքի հասնելու համար:
- Բարելավել դարպասների դիզայնը. Համոզվեք, որ դարպասները տեղադրված են հոսքը արդյունավետորեն ուղղորդելու համար:
- Օդափոխման ավելի լավ տեղակայում. օդափոխիչներ ավելացրեք առանցքային տարածքներում, որպեսզի ապահովեք թակարդված օդի արտամղումը:
Կանխարգելում:
- Հետևողականորեն վերահսկեք մետաղի ջերմաստիճանը. գործընթացի ընթացքում ապահովեք հալած մետաղի միատեսակ տաքացում:
- Թիթեղի ջերմաստիճանի կանոնավոր ստուգումներ. Պահպանեք թաղանթի օպտիմալ ջերմաստիճանը՝ վաղաժամ սառեցումը կանխելու համար:
- Դարպասի տեղադրության ճիշտ ձևավորում. Դարպասները ռազմավարականորեն տեղադրեք՝ մետաղի հոսքը ուժեղացնելու և տուրբուլենտությունը նվազեցնելու համար:
- Պահպանեք ներարկման օպտիմալ արագությունը. հավասարակշռեք արագությունը՝ սառչելուց խուսափելու համար՝ միաժամանակ ապահովելով հետևողական լցոնում:
Թեժ կետեր
Սահմանում:
Թեժ կետերը թաղանթի ներսում գերտաքացման տեղայնացված տարածքներն են, որոնք հանգեցնում են անհավասար սառեցման և այնպիսի թերությունների, ինչպիսիք են ծռվելը կամ չափերի անհամապատասխանությունը ձուլման մեջ:
Պատճառները.
- Անհավասարաչափ ջերմաստիճան. անհամապատասխան սառեցումը ստեղծում է չափազանց ջերմության կուտակման գոտիներ:
- Սառեցման վատ ձևավորում. մայթում արդյունավետ հովացման ուղիների բացակայությունը առաջացնում է տեղայնացված թեժ կետեր:
- Անբավարար քսում. քսայուղի անբավարար կամ անհավասար կիրառումը կարող է խորացնել ջերմային խնդիրները:
- Մետաղների կուտակում. որոշակի հատվածներում մետաղի ավելցուկը կարող է ավելի երկար պահել ջերմությունը:
Լուծումներ:
- Հավասարակշռել սառեցման ալիքները. նախագծել հովացման ալիքների օպտիմիզացված ցանց ջերմությունը միատեսակ ցրելու համար:
- Կարգավորեք մածուկի ջերմաստիճանը. սերտորեն վերահսկեք և կարգավորեք ձուլվածքի ջերմաստիճանը արտադրության ընթացքում:
- Օպտիմալացնել յուղումը. Ապահովել բարձրորակ քսանյութերի հետևողական և համարժեք կիրառություն:
- Փոփոխել մասերի դիզայնը. վերացնել հաստ հատվածները, որոնք հակված են ջերմության պահպանմանը:
Կանխարգելում:
- Սառեցման համակարգի կանոնավոր սպասարկում. մաքրեք հովացման ուղիները և ստուգեք խցանումների կամ անարդյունավետության համար:
- Ջերմաստիճանի պատշաճ վերահսկում. օգտագործեք ջերմաստիճանի մոնիտորինգի առաջադեմ համակարգեր՝ միատեսակ սառեցում ապահովելու համար:
- Հետևողական քսայուղային կիրառում. Ներդրումներ կատարեք քսման ավտոմատ համակարգերում՝ միասնական քանակություն կիրառելու համար:
- Ջերմային բաշխման մոնիտոր. Օգտագործեք ջերմային պատկերներ՝ արտադրության ընթացքում ջերմության կոնցենտրացիայի կետերը հայտնաբերելու համար:
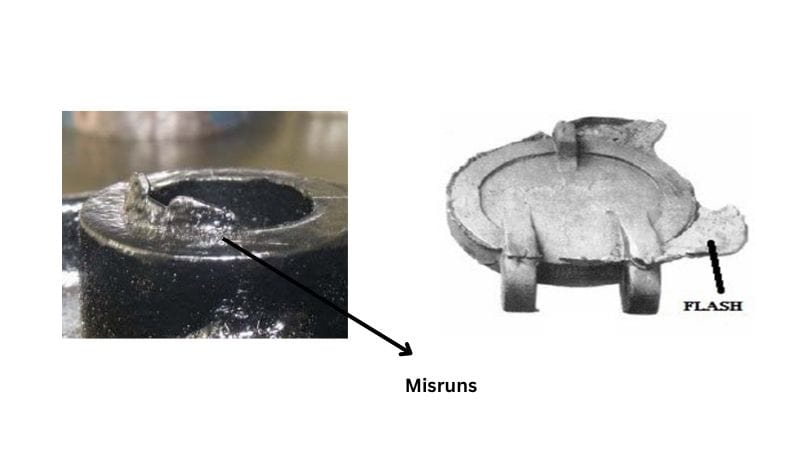
Misruns/Կարճ կրակոցներ
Սահմանում:
Misruns կամ կարճ կրակոցներ տեղի են ունենում, երբ հալած մետաղը չի կարողանում ամբողջությամբ լցնել ձուլվածքի խոռոչը, ինչի հետևանքով ձուլման հատվածները թերի են կամ բացակայում:
Պատճառները.
- Անբավարար մետաղի ծավալ. հալած մետաղի ծավալը անբավարար է խոռոչը լցնելու համար:
- Ներարկման ցածր ճնշում. անբավարար ճնշումը խանգարում է մետաղի ամբողջական տարածմանը:
- Մետաղական վատ հոսք. խոչընդոտները կամ դարպասի վատ դիզայնը խոչընդոտում են պատշաճ հոսքին:
- Սառը թաղանթի ջերմաստիճան. Սառը մատրիցը առաջացնում է հալած մետաղի վաղաժամ ամրացում:
Լուծումներ:
- Բարձրացնել մետաղի ծավալը. համոզվեք, որ մետաղի համապատասխան ծավալը հասանելի է յուրաքանչյուր կրակոցի համար:
- Կարգավորեք ներարկման ճնշումը. Բարձրացրեք ճնշումը՝ ապահովելու համար, որ մետաղն ամբողջությամբ լցնի կաղապարը:
- Օպտիմալացնել դարպասի տեղադրությունը. Տեղադրեք դարպասները՝ միատեսակ լցոնման և հարթ հոսքի խթանման համար:
- Պատշաճ տաքացնել մեռնելը. նախապես տաքացրե՛ք թաղանթը վաղաժամ ամրացումը կանխելու համար:
Կանխարգելում:
- Կրակոցի ծավալի կանոնավոր ստուգում. Համոզվեք, որ յուրաքանչյուր կրակոցում կա հալած մետաղի ճիշտ քանակություն:
- Պահպանեք մածուկի կայուն ջերմաստիճանը. օգտագործեք մածուկի տաքացուցիչներ կամ ջերմաստիճանի կարգավորիչներ:
- Runner System-ի պատշաճ ձևավորում. Նախագծեք վազորդներ՝ հեշտ և ամբողջական մետաղի հոսքը հեշտացնելու համար:
- Մոնիտորի ներարկման պարամետրեր. Պարբերաբար ստուգեք և կարգավորեք ճնշումը, արագությունը և ժամանակը:
Ֆլեշ
Սահմանում:
Ֆլեշը բարակ, ավելցուկային մետաղական շերտ է, որը ձևավորվում է ձուլման եզրերին՝ մետաղի արտահոսքի պատճառով, միջատային մակերևույթների բացերից:
Պատճառները.
- Ավելորդ ներարկման ճնշում. բարձր ճնշումը ստիպում է մետաղին դուրս գալ մատրիցայի խոռոչից:
- Մաշված մակերևույթներ. մաշված եզրերի պատճառով ժամանակի ընթացքում առաջանում են բացեր:
- Անբավարար սեղմող ուժ. թույլ կռվան թույլ է տալիս մետաղը թափանցել միջով:
- Սխալ դասավորված մատրիցներ. սխալ դասավորվածությունը տարածք է ստեղծում մետաղի արտահոսքի համար:
Լուծումներ:
- Կարգավորեք ներարկման ճնշումը. նվազեցրեք ավելորդ ճնշումը՝ ելքը կանխելու համար:
- Վերանորոգեք/փոխարինեք մաշված մատրիցները. Վերականգնեք մատիտի եզրերը կամ փոխարինեք մաշված գործիքները:
- Բարձրացնել սեղմող ուժը. Ապահովել բավարար ուժ՝ բաժանող մակերեսները կնքելու համար:
- Թիթեղների ճիշտ հավասարեցում. Պարբերաբար ստուգեք և կարգավորեք հավասարեցումը բացերը վերացնելու համար:
Կանխարգելում:
- Հերթական սպասարկում: Հաճախակի ստուգեք բաժանարար գծերը և հերմետիկ մակերեսները:
- Մոնիտորը սեղմող ուժ. Ապահովեք, որ մեռնելը ապահով կերպով սեղմված է արտադրության ընթացքում:
- Հաճախակի ստուգեք Die Alignment-ը. Պլանավորեք պարբերական հավասարեցման ճշգրտումներ:
- Բաժանման գծի պատշաճ ձևավորում. Նախագծեք բաժանման գիծը նվազագույնի հասցնելու հնարավոր արտահոսքի ուղիները:
Նեղացում
Սահմանում:
Կծկումը թերության տեսակ է, որտեղ խոռոչներ կամ բացեր են հայտնվում ձուլման կամ դրա մակերեսի վրա՝ սառեցման ժամանակ անհավասար ամրացման պատճառով:
Պատճառները.
- Անհավասար պատի հաստությունը, որն առաջացնում է ոչ միասնական սառեցում:
- Պնդացման ժամանակ հալած մետաղի անբավարար սնուցում:
- Սառեցման վատ դիզայն:
- Ներարկման ցածր ճնշում կամ ճնշման պահպանման կարճ ժամանակ:
Լուծումներ:
- Օպտիմալացնել մասերի դիզայնը՝ ապահովելու պատի միասնական հաստությունը:
- Պնդացման ժամանակ լրացուցիչ նյութ մատակարարելու համար օգտագործեք սնուցիչներ կամ բարձրացնող սարքեր:
- Բարելավել ձողերի սառեցումը` ապահովելու վերահսկվող ամրացում:
- Բարձրացնել ներարկման ճնշումը և երկարացնել ճնշման պահպանման ժամանակը:
Կանխարգելում:
- Ձուլվածքների ձևավորում՝ հետևողական պատի հաստությամբ:
- Կատարեք պատշաճ հովացման վերլուծություն՝ թեժ կետերից խուսափելու համար:
- Պարբերաբար վերահսկեք և կարգավորեք գործընթացի պարամետրերը, ինչպիսիք են ներարկման ճնշումը և ժամանակը:
Ներառում
Սահմանում:
Ներառումները օտար նյութի անկանոն ձևի մասնիկներ են, ինչպիսիք են խարամը կամ օքսիդները, որոնք թակարդում են ձուլման մեջ՝ առաջացնելով ներքին թուլություններ կամ մակերեսային թերություններ:
Պատճառները.
- Անմաքուր կամ անմաքուր հալած մետաղ:
- Խարամը կամ բեկորները չեն հեռացվում շերեփի ժամանակ:
- Ձեռքի խոռոչի կամ գործիքների վատ մաքրում:
- Հալած մետաղի անբավարար խառնումը կամ խառնումը:
Լուծումներ:
- Օգտագործեք վառարանի բարձր մաքրության լիցքավորում և մանրակրկիտ մաքրեք շերեփներն ու գործիքները:
- Լցնելուց առաջ քամել խարամն ու բեկորները հալած մետաղից:
- Յուրաքանչյուր արտադրական ցիկլից առաջ մաքրեք ձողերը և կաղապարի խոռոչը:
- Բարելավել մետաղի մաքրման գործընթացը, օրինակ՝ գազազերծումը կամ զտումը:
Կանխարգելում:
- Ապահովել մաքուր և վերահսկվող հալման գործընթացը:
- Օգտագործեք բորբոսից ազատող նյութեր, որոնք նվազեցնում են աղտոտման ռիսկերը:
- Պարբերաբար ստուգեք և մաքրեք մեմբրանի խոռոչը և սարքավորումները:
Ճաքեր
Սահմանում:
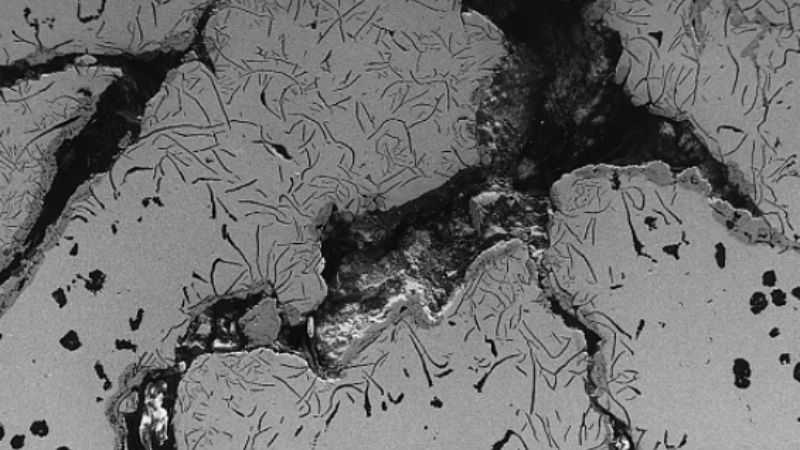
Ճեղքերը մակերեսի կամ ձուլվածքի ներսում գծային կամ անկանոն կոտրվածքներ են, որոնք կարող են առաջանալ ամրացման ընթացքում կամ հետո՝ առաձգական լարումների պատճառով:
Պատճառները.
- Անհավասար ամրացում մատրիցայի ջերմաստիճանի վատ վերահսկման պատճառով:
- Պատերի ոչ միատեսակ հաստությամբ առաջացած աննորմալ նեղացում:
- Չափազանց ներքին սթրես կամ անհավասարակշռություն արտամղման ժամանակ:
- Անհամապատասխան խառնուրդի կազմը չափազանց վնասակար տարրերով:
Լուծումներ:
- Օպտիմալացրեք մատրիցայի ջերմաստիճանը առաջարկվող միջակայքում (180°C–280°C):
- Նախագծեք ձուլվածքներ պատի միատեսակ հաստությամբ՝ նեղացման սթրեսները կանխելու համար:
- Հավասարակշռեք արտամղման ուժերը՝ կարգավորելով կամ ավելացնելով արտամղման պտուտակներ:
- Ապահովեք համաձուլվածքի համապատասխան կազմը՝ վերահսկելով Fe-ի նման վնասակար տարրերը:
Կանխարգելում:
- Օգտագործեք մոդելավորման գործիքներ՝ լավ հավասարակշռված կառույցներ նախագծելու համար:
- Պահպանեք ձուլվածքի ջերմաստիճանի համապատասխանությունը պատշաճ ջեռուցման համակարգերով:
- Պարբերաբար վերահսկեք խառնուրդի կազմը ձուլման ժամանակ:
Քաշում և զոդում
Սահմանում:
Քարշուկները շերտի նման քերծվածքներ են, որոնք առաջանում են արտանետման ժամանակ վնասվելու կամ շփման հետևանքով, մինչդեռ զոդումը տեղի է ունենում, երբ հալած մետաղը աննորմալ կերպով կպչում է թաղանթին՝ թողնելով նյութական նստվածքներ:
Պատճառները.
- Անբավարար քաշային անկյունները կամ ներքևի հատվածները ձուլման վրա:
- Վնասված կամ կոպիտ ձևի խոռոչի մակերեսներ:
- Գերտաքացվող հալած մետաղի կամ ձուլվածքի ջերմաստիճանը:
- Անորակ բորբոս ազատող նյութ կամ անբավարար քսում:
Լուծումներ:
- Բարձրացրեք ձգվող անկյունները և վերացրեք ներքևի հատվածները:
- Վերանորոգեք և փայլեցրեք մեմբրանի խոռոչը՝ մակերեսի կոշտությունը բարելավելու համար:
- Կարգավորեք հալած մետաղի և ձուլվածքի ջերմաստիճանը օպտիմալ միջակայքում:
- Օգտագործեք բարձրորակ բորբոս ազատող նյութեր և պատշաճ կերպով յուղեք ձողերը:
Կանխարգելում:
- Օպտիմալացնել մասերի ձևավորումը ճիշտ գծագրման անկյուններով:
- Կատարեք կանոնավոր սպասարկում և փայլեցում:
- Վերահսկել և վերահսկել ջերմաստիճանը գերտաքացումից խուսափելու համար:
Բշտիկներ
Սահմանում:
Բշտիկները ձուլման մակերևույթի վրա առաջացած ուռուցիկներ կամ բարձրացված տարածքներ են, որոնք առաջանում են պնդացման ժամանակ մակերեսի տակ արգելափակված գազի ընդլայնման հետևանքով:
Պատճառները.
- Վատ օդափոխման դիզայն մեռնում:
- Բորբոսը ազատող նյութերի կամ քսանյութերի չափից ավելի օգտագործումը:
- Հալած մետաղի անբավարար գազազերծում:
- Գերտաքացած ձուլվածքի ջերմաստիճանը հանգեցնում է ուժի նվազմանը:
Լուծումներ:
- Բարելավեք օդափոխման համակարգը՝ ավելացնելով օդափոխման և արտահոսքի ալիքներ:
- Օպտիմալացնել բորբոսից ազատող նյութերի քանակը և նվազեցնել ավելորդ օգտագործումը:
- Կատարել պատշաճ գազազերծում հալման ժամանակ:
- Գազի ընդլայնումը նվազագույնի հասցնելու համար խնդրահարույց տարածքներում ցածր ջերմաստիճանը:
Կանխարգելում:
- Ապահովել արդյունավետ օդափոխման և արտահոսքի համակարգեր մատրիցում:
- Պահպանեք ձուլվածքի և հալած մետաղի կայուն ջերմաստիճանը:
- Օգտագործեք բարձրորակ և պատշաճ կերպով կիրառվող բորբոսից ազատող միջոցներ:
Դեֆորմացիա
Սահմանում:
Դեֆորմացիան տեղի է ունենում, երբ ձուլվածքը շեղվում է իր նախատեսված ձևից՝ ներքին սթրեսների կամ ոչ պատշաճ հովացման պատճառով:
Պատճառները.
- Անհավասար պատի հաստությունը, որն առաջացնում է անհամապատասխան ամրացում:
- Անհավասարակշռված արտամղման ուժեր.
- Ներքին սթրեսի ավելցուկ կուտակում:
- Սառեցման վատ դիզայն:
Լուծումներ:
- Հավասարակշռված պատի հաստությամբ նախագծված ձուլվածքներ:
- Օպտիմալացնել արտամղման համակարգերը` ապահովելու միասնական արտանետում:
- Օգտագործեք վերահսկվող հովացման համակարգեր՝ հավասարաչափ ամրացման համար:
- Նվազեցրեք ներքին սթրեսը՝ օպտիմալացնելով գործընթացի պարամետրերը:
Կանխարգելում:
- Կատարեք սիմուլյացիաներ՝ կանխատեսելու և ուղղելու նեղացման օրինաչափությունները:
- Պարբերաբար ստուգեք և կարգավորեք արտանետման մեխանիզմը:
- Հետևեք հովացման համակարգերին հետևողականության համար:
Հոսքի նշաններ
Սահմանում:
Հոսքի նշանները ալիքային մակերևույթի գծեր են կամ գունաթափում, որը առաջանում է լցոնման ժամանակ անկանոն հալված մետաղի հոսքի հետևանքով:
Պատճառները.
- Ներարկման ցածր արագություն կամ ճնշում:
- Սառը հալած մետաղի ջերմաստիճանը:
- Ջերմաստիճանի վատ վերահսկում:
- Դարպասի համակարգի վատ ձևավորում:
Լուծումներ:
- Բարձրացրեք ներարկման արագությունը և ճնշումը՝ սահուն հոսք ապահովելու համար:
- Բարձրացրեք հալած մետաղի և ձուլվածքի ջերմաստիճանը մինչև առաջարկվող մակարդակները:
- Օպտիմալացրեք ձուլվածքի ջերմաստիճանը միատեսակ լցոնումը պահպանելու համար:
- Վերանախագծել դարպասների համակարգը մետաղի ավելի լավ հոսքի համար:
Կանխարգելում:
- Դիտեք և պահպանեք ճիշտ ջերմաստիճանը ձուլման ընթացքում:
- Պարբերաբար ստուգեք և կարգավորեք ներարկման պարամետրերը:
- Մոդելավորել հոսքի օրինաչափությունները՝ դարպասների դիզայնը օպտիմալացնելու համար:
Լամինացիաներ

Սահմանում:
Շերտավորումները շերտավոր թերություններ են, որոնք առաջանում են, երբ հալած մետաղը պատշաճ կերպով չի միաձուլվում՝ ստեղծելով թույլ, շերտավոր շրջաններ:
Պատճառները.
- Դարպասի ոչ պատշաճ տեղադրությունը խանգարում է հարթ մետաղի հոսքին:
- Հալած մետաղի աղտոտիչներ.
- Սառը հալած մետաղ կամ ցածր ջերմաստիճան:
Լուծումներ:
- Դարպասի և վազող համակարգերի վերանախագծում՝ հոսքի ընդհատումները նվազեցնելու համար:
- Օգտագործեք մաքուր, բարձրորակ հալած մետաղ՝ առանց աղտոտիչների:
- Ամբողջական միաձուլման համար բարձրացրեք հալած մետաղի և ձուլվածքի ջերմաստիճանը:
Կանխարգելում:
- Պարբերաբար մաքրեք մեմբրանի խոռոչը:
- Օպտիմալացնել դարպասների և ներարկման համակարգերը:
- Հետևողականորեն վերահսկել և վերահսկել ջերմաստիճանը:
Լվացարաններ
Սահմանում:
Լվացարանները ձուլման մակերևույթի վրա իջումներ կամ խորշեր են, որոնք առաջանում են նեղացման ժամանակ անբավարար սնուցման հետևանքով:
Պատճառները.
- Անհավասար պատի հաստությունը, որը հանգեցնում է տեղայնացված նեղացման:
- Անբավարար ամրացման ճնշում:
- Վատ օդափոխությունը կանխում է պատշաճ կերակրումը:
Լուծումներ:
- Նախագծեք ձուլվածքներ պատերի հավասար հաստությամբ՝ անհավասար նեղացումից խուսափելու համար:
- Բարձրացնել պահող ճնշումը պնդացման ժամանակ:
- Բարելավեք օդափոխությունը՝ կերակրումը հեշտացնելու համար:
Կանխարգելում:
- Անցկացրեք ջերմային վերլուծություն ձուլվածքի նախագծման ժամանակ՝ թեժ կետերից խուսափելու համար:
- Դիտարկեք ներարկման պարամետրերը և ճնշման հետևողականությունը:
Հաճախակի տրվող հարցեր
Որո՞նք են ձուլման տարբեր տեսակները:
Ձուլումը արտադրական գործընթաց է, որն օգտագործվում է մետաղական մասերի արտադրության համար՝ տարբեր տեսակներով, որոնք հարմարեցված են հատուկ նյութերի, դիզայնի և կիրառման համար: Բարձր ճնշման և ցածր ճնշման ձուլումը սովորաբար օգտագործվում է բարձր ճշգրտության մասերի համար, մինչդեռ գրավիտացիոն և վակուումային ձուլումը նվազագույնի են հասցնում այնպիսի թերություններ, ինչպիսիք են ծակոտկենությունը:
Առաջադեմ մեթոդները, ինչպիսիք են քամած ձուլումը և հիբրիդային հավելումների արտադրությունը, առաջարկում են ուժեղացված ուժ, նվազեցված թերություններ և դիզայնի ավելի մեծ ճկունություն մասնագիտացված կիրառությունների համար:
Կարո՞ղ եք բացատրել ձուլման գործընթացը:
Ձուլման գործընթացը ներառում է մետաղը հալեցնելը, այն ներարկել բազմակի օգտագործման պողպատե կաղապարի մեջ բարձր ճնշման տակ, սառեցնել այն՝ ձևը ամրացնելու համար, այնուհետև հեռացնել պատրաստի մասը:
Գործընթացը արագ և ճշգրիտ է՝ արտադրելով բարձրորակ դետալներ՝ մանրամասն դիզայնով, որոնք կարող են պահանջել նվազագույն հարդարում: