{kind=link}
{kind=link}
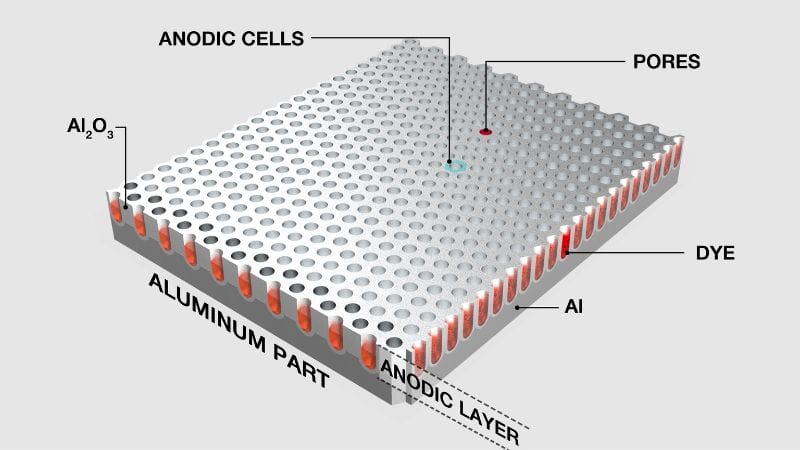
Անոդացումը, որպես լայնորեն օգտագործվող մետաղ մակերեսային մշակում գործընթացը կարող է սահմանվել որպես տեխնիկա, որը ամրացնում և պաշտպանում է մետաղական մակերեսները՝ ստեղծելով վերահսկվող օքսիդային շերտ: Սակայն այս գործընթացը շատ ավելին է ներառում՝ տեխնիկական գիտելիքների և ընտրության գործոնների առումով:.
Այս ուղեցույցը մանրամասն կբացատրի, թե ինչպես է գործում անոդացման յուրաքանչյուր տեսակ, ինչն է դրանք դարձնում եզակի, և ինչպես հավասարակշռել արժեքը, մաշվածության դիմադրությունը և արտաքին տեսքի ազդեցությունը, որպեսզի կարողանաք ճիշտ ընտրություն կատարել ձեր նախագծի համար։.
Ինչով են տարբերվում անոդացման գործընթացները

Մինչդեռ անոդացման բոլոր տեսակները վերափոխում են մետաղական մակերեսները վերահսկվող էլեկտրաքիմիական օքսիդացման միջոցով, արդյունքում ստացված օքսիդային շերտերը կարող են զգալիորեն տարբերվել։ Այս փոփոխականների հասկացողությունը կարևոր է ընտրության համար։ I տիպի (քրոմաթթու), II տիպի (ծծմբական թթու) և III տիպի (կարծր ծածկույթ) անոդացում։.
Հիմնական բանաձևը պարզ է. աշխատանքային մասը, որը սովորաբար պատրաստվում է սահմանափակ քանակությամբ մետաղներից, ներառյալ՝ ալյումինե, ցինկ, մագնեզիում և տիտան, ընկղմվում է թթվային էլեկտրոլիտի մեջ, դրա միջով անցնում է ուղիղ էլեկտրական հոսանք, և նշված կտորի վրա աճում է ինտեգրալ պաշտպանիչ շերտ։ Այնուամենայնիվ, կան չորս հիմնական տարբերակող փոփոխականներ՝
- Էլեկտրոլիտային քիմիա. Օգտագործվող թթվի տեսակը հիմնական դասակարգիչն է։ Քրոմային, ծծմբական և ֆոսֆորական թթուները մետաղի հետ փոխազդում են տարբեր կերպ։.
- Ջերմաստիճանը: Հնարավոր է՝ ամենակարևոր գործոնը շահագործման ընթացքում։ Լոգանքի ցածր ջերմաստիճանը (~0-10°C / 32-50°F) զգալիորեն դանդաղեցնում է օքսիդի լուծարումը դրա առաջացման ընթացքում, ինչի արդյունքում ծածկույթները դառնում են ավելի խիտ, կարծր և հաստ։ Ստանդարտ դեկորատիվ անոդացումը տեղի է ունենում ավելի բարձր, շրջակա միջավայրի ջերմաստիճանին մոտ ջերմաստիճաններում։.
- Հոսանքի խտություն/լարում։ Ավելի բարձր էլեկտրական հոսանքը ստիպում է ավելի ագրեսիվ օքսիդացման ռեակցիայի, խթանելով ավելի արագ աճը և ազդելով օքսիդային շերտի միկրոկառուցվածքի վրա։.
- Գործընթացի ժամանակը. Լոգարանում մնալու տևողությունը ուղղակիորեն կապված է ծածկույթի հաստության հետ՝ մյուս պարամետրերով սահմանված սահմաններում:.
I տիպի անոդացում. քրոմաթթվային անոդացում

I տիպի անոդացումը, որը հայտնի է նաև որպես քրոմաթթվային անոդացում, օգտագործում է քրոմաթթու (H₂CrO₄) որպես էլեկտրոլիտ։ Նման լուծույթում առաջացող օքսիդային թաղանթը ցածր ծակոտկեն է և շատ բարակ՝ սովորաբար 0.00002-ից մինչև 0.0001 դյույմ (0.5-ից մինչև 2.5 միկրոն): Այս շերտը ամուր կպչում է մակերեսին՝ ապահովելով կոռոզիոն դիմադրություն՝ առանց չափերի նկատելիորեն փոփոխության:.
Քանի որ քրոմաթթվի լոգանքը պակաս ագրեսիվ է, քան II տիպի անոդացման մեջ օգտագործվող ծծմբական թթուն, այն նվազագույնի է հասցնում հիմքի վրա ազդեցությունը և պահպանում է այն։ մակերեսի ավարտ. Այն հաճախ ծառայում է որպես ներկերի և սոսինձների հիմք՝ արդյունքում ստացված օքսիդային շերտի գերազանց կպչունության հատկությունների շնորհիվ։.
Առավելություններ և սահմանափակումներ
I տիպի անոդացումից ստացված պաշտպանիչ օքսիդային շերտը բարակ և հարթ է, ինչը մասերին հաղորդում է դիմացկուն, բայց թեթև ծածկույթ։ Այն ապահովում է կարևորագույն կոռոզիոն պաշտպանություն և պահպանում է մանր մանրամասները ճշգրիտ մակերեսների վրա։.
Ծածկույթի տիպիկ հաստությունը տատանվում է 0.00005-ից մինչև 0.0001 դյույմ, ինչը չափերի փոփոխությունները դարձնում է աննշան։ Այնուամենայնիվ, այն ապահովում է ավելի քիչ քայքայման դիմադրություն՝ համեմատած ավելի հաստ ծծմբային կամ կոշտ անոդացված ծածկույթների հետ։.
Քանի որ քրոմաթթուն պարունակում է վեցավալենտ քրոմ, գործընթացը ներառում է շրջակա միջավայրի և առողջության վերահսկողություն, որը սահմանափակում է դրա օգտագործումը որոշ օբյեկտներում։.
Տիպիկ հավելվածներ
I տիպի անոդացումը հիմնականում նախատեսված է ավիատիեզերական, ռազմական և ճշգրիտ արդյունաբերության համար, որտեղ կարևոր են ճշգրիտ չափերի պահպանումը, ներկի կամ կպչուն հիմքի ապահովումը և քաշի նկատմամբ զգայուն բաղադրիչների կոռոզիայի կանխարգելումը:.
- Օդատիեզերք: Օգտագործվում է կառուցվածքային հավաքույթների, կառավարման մակերեսների, թռիչքի համար կարևոր բաղադրիչների և ամրակների վրա, որտեղ նվազագույն չափային փոփոխությունը և կոռոզիոն դիմադրությունը պարտադիր են։.
- Ռազմական/Պաշտպանական: Կիրառվում է ճշգրիտ պատյանների, միակցիչների և դաշտային սարքավորումների համար, որոնք պահանջում են հուսալի պաշտպանություն և հաճախ ծառայում են որպես հիմք հետագա ծածկույթի համար։.
- Արդյունաբերական/Ավտոմոբիլային: Օգտագործվում է որպես բարակ պաշտպանիչ ծածկույթ և գերազանց կպչունություն կամ ներկի հիմք այն բաղադրիչների համար, որտեղ ծածկույթի տակ կպչունությունը և կոռոզիայի կանխարգելումը առաջնահերթություն են։.
II տիպի անոդացում. ծծմբաթթվային անոդացում

Այս գործընթացը, ընդհանուր առմամբ, ընդունում է նույն հիմնական սկզբունքները, ինչ մյուս անոդացման գործընթացները, սակայն էլեկտրոլիտային լուծույթը փոխարինվում է ապաիոնացված ջրում նոսրացված ծծմբական թթվով՝ 18-24°C (65-75°F) ջերմաստիճանում։.
Ծածկույթի հաստությունը սովորաբար տատանվում է 0.0001–0.001 դյույմի սահմաններում, ընդ որում՝ ավելի հաստ շերտերն ապահովում են ավելի մեծ պաշտպանություն կոռոզիայից և մաշվածությունից։.
Անոդացումից հետո մասերը մանրակրկիտ լվացվում են թթվային մնացորդները հեռացնելու համար, իսկ օքսիդային շերտի ծակոտիները կարող են կնքվել տաք ջրով կամ նիկել ացետատի լուծույթներով: Այս կնքման քայլը ամրապնդում է կոռոզիոն դիմադրությունը և պատրաստում մակերեսը հետագա աշխատանքների համար: գույնի անոդացում ցանկության դեպքում։.
Ակնառու կատարողականություն և առանձնահատկություններ
Արդյունաբերական և սպառողական օգտագործում
II տիպի անոդացումը ամենատարածված գործընթացն է, որն ընտրվում է այն կիրառությունների համար, որոնք պահանջում են կոռոզիոն դիմադրության, մակերեսի ամրության բարձրացման, էլեկտրական մեկուսացման և գեղագիտական բազմակողմանիության ամուր հավասարակշռություն՝ ծախսարդյունավետ գնով գունավորելու համար:.
- Ավիատիեզերական և ավտոմոբիլային ոլորտներ. Պաշտպանում է մթնոլորտային կամ թույլ քիմիական պայմանների ազդեցությանը ենթարկված կառուցվածքային մասերը, հավաքույթները և դեկորատիվ եզրագծերը։.
- Ճարտարապետություն. Օգտագործվում է վահանակների և հարմարանքների կառուցման համար, որտեղ կարևոր են գույնի կայունությունը և եղանակային պայմաններին դիմադրողականությունը։.
- Սպառողական ապրանքներ. Հանդիպում է այնպիսի ապրանքների վրա, ինչպիսիք են խոհանոցային պարագաները, տեսախցիկների պատյանները, էլեկտրոնային պատյանները և ծովային սարքավորումները, որոնք ունեն բարելավված մաշվածության դիմադրություն և տեսողական գրավչություն։.
- Էլեկտրոնիկա՝ Ապահովում է էլեկտրական մեկուսացում և մակերեսային պաշտպանություն այնպիսի բաղադրիչների համար, ինչպիսիք են ջերմափոխանակիչները և պատյանները, որտեղ կարճ միացումների կանխարգելումը կարևոր է։.
III տիպի անոդացում. Կարծր ծածկույթի անոդացում

III տիպի անոդացումը հայտնի է նաև որպես կարծր ծածկույթի անոդացում: Այն բնութագրվում է ծծմբական թթվի էլեկտրոլիտով, լոգանքի ցածր ջերմաստիճաններով (հաճախ 32–50°F կամ 0–10°C) և մոտ 20–36 ամպեր հոսանքի խտությամբ մեկ քառակուսի ոտնաչափի համար:.
Հաստ օքսիդային շերտը սովորաբար չափվում է 0.001-ից մինչև 0.004 դյույմ. Այս հաստության մոտավորապես կեսը աճում է հիմնական նյութերի մեջ, իսկ կեսը՝ դեպի դուրս։.
Այս կայուն ցածր ջերմաստիճանը կարգավորում է օքսիդի աճի արագությունը և նվազեցնում այրումը, ինչը հանգեցնում է ավելի միատարր ծածկույթների ստացմանը: Լարումը և հոսանքի խտությունը որոշում են վերջնական կարծրությունն ու գույնը, որը կարող է տատանվել մուգ մոխրագույնից մինչև սև՝ կախված համաձուլվածքի կազմից և ծածկույթի հաստությունից:.
Կարծր ծածկույթի առավելությունները՝ մաշվածության դիմադրություն և ամրություն
Կոշտ անոդացում զգալիորեն բարելավում է մաշվածության դիմադրությունը. Օքսիդային շերտը կարող է հասնել 60–70 HRC-ի, ինչը այն դարձնում է ավելի կարծր, քան պողպատների մեծ մասը։ Այս բարելավումը նվազեցնում է մակերեսային վնասը սահելուց, շփումից կամ հղկող նյութերի հետ շփումից։.
Ի տարբերություն բարակ դեկորատիվ անոդացման (II տիպ), III տիպը ապահովում է երկարատև աշխատանք պահանջող պայմաններում, ինչպիսիք են բարձր ճնշումը կամ թրթռումը: Այն նաև գործում է որպես էլեկտրական մեկուսիչ և կարող է դիմանալ բարձր ջերմաստիճաններին՝ առանց ամրությունը կորցնելու:.
Այս հատկությունների համադրությունը կարծր ծածկույթի անոդացումը դարձնում է արժեքավոր արդյունաբերական կիրառությունների համար, որտեղ կարևոր է ծառայության երկար ժամկետը: Այն սահմանափակում է մետաղից մետաղ մաշվածությունը, կրճատում է սպասարկման միջակայքերը և պահպանում է չափերի ճշգրտությունը: Ծածկույթի ծակոտկեն կառուցվածքը կարող է նաև պարունակել քսանյութեր կամ կնքիչներ՝ շփման դիմադրությունը և կոռոզիայի դեմ պայքարը էլ ավելի բարձրացնելու համար:.
Կրիտիկական օգտագործման դեպքեր
III տիպի կարծր ծածկույթի անոդացումը նախատեսված է ծայրահեղ մաշվածության, շփման, բարձր ճնշման կամ կոշտ միջավայրերի ենթարկված բաղադրիչների համար, որտեղ հիմնական նպատակը մակերեսի կարծրության, դիմացկունության և ծառայության ժամկետի մաքսիմալացումն է։.
- Ավիատիեզերք և պաշտպանություն. Պաշտպանում է բարձր մաշվածության ենթակա բաղադրիչները, ինչպիսիք են շարժիչի մասերը, վայրէջքի շասսին, ակտուատորները և հրազենի ընդունիչները։.
- Ավտոմոբիլային և ծովային. Օգտագործվում է մխոցների, փականների, կախոցի բաղադրիչների և այլ մասերի վրա, որոնք ենթարկվում են զգալի ջերմության, շփման և քայքայիչ տարրերի ազդեցությանը։.
- Արդյունաբերական մեքենաներ. Կիրառվում է ատամնանիվների, հիդրավլիկ բաղադրիչների, կաղապարների և այլ սարքավորումների վրա, որտեղ մասերի խափանումը կարող է թանկ լինել և անհրաժեշտ է երկարաձգված սպասարկման ընդմիջումներ։.
- Սպորտային ապրանքներ և էլեկտրոնիկա. Ապահովում է կոշտ, պաշտպանիչ մակերես հեծանիվի բաղադրիչների համար և ապահովում է մեկուսացում և ամրություն էլեկտրոնային պատյանների և միակցիչների համար։.
Այլ մասնագիտացված անոդացման մեթոդներ
Հիմնական տեսակներից բացի, կան մի քանիսը մասնագիտացված անոդացման մեթոդներ ծառայում են որոշակի տեխնիկական և գեղագիտական նպատակների: Այս գործընթացները փոփոխում են օքսիդային շերտի հաստությունը, կառուցվածքը կամ տեսքը՝ որոշակի նախագծային կամ կատարողականի կարիքներին համապատասխանելու համար:.
Կնքման և հետմշակման տարբերակներ
Տաք և սառը կնքման մեթոդներ
Կնքումը փակում է անոդացման լոգանքի ընթացքում առաջացած մանրադիտակային ծակոտիները: Երկու ամենատարածված մոտեցումներն են՝ տաք կնքում և սառը կնքում. Տաք կնքման համար օգտագործվում է ապաիոնացված ջուր կամ նիկելի ացետատ մոտ 95–100°C ջերմաստիճանում: Ջերմությունը հիդրատացնում է ալյումինի օքսիդը՝ առաջացնելով բոեմիտ, որը այտուցվում և լցնում է ծակոտիները: Այս մեթոդը ապահովում է գերազանց կոռոզիոն դիմադրություն, բայց կարող է մի փոքր մթագնել վառ գույները:.
Սառը կնքումը գործում է ցածր ջերմաստիճաններում (25–35°C)՝ օգտագործելով ֆտորի վրա հիմնված նիկելի աղեր կամ այլ քիմիական նյութեր: Այն խնայում է էներգիա և կրճատում ցիկլի տևողությունը, ինչը կարող է նվազեցնել արտադրական ծախսերը: Սառը կնքմամբ ծածկույթները հակված են ավելի լավ պահպանել գույնի պայծառությունը, բայց կարող են մի փոքր ավելի քիչ դիմացկունություն ապահովել կոշտ միջավայրերի նկատմամբ:.
Հերմետիկացման մեթոդ ընտրելիս այնպիսի գործոններ, ինչպիսիք են մասի երկրաչափությունը, ցանկալի ավարտը և ազդեցության պայմանները, օգնում են որոշել, թե որ գործընթացն է տալիս լավագույն երկարաժամկետ արդյունքները։.
Գունազարդման և գունազարդման տեխնիկա
Մինչև կնքումը, անոդացված մասերը կարող են ներկվել՝ գույների լայն տեսականի ստանալու համար։. Գունային անոդացում աշխատում է, քանի որ օքսիդային շերտը ծակոտկեն է և հեշտությամբ կլանում է ներկանյութերը: Ներկերի տարածված տեսակներից են վառ գույների համար օրգանական ներկանյութերը և գունաթափմանը դիմացկուն երանգների համար անօրգանական մետաղական աղերը:.
Գունավորումը տեղի է ունենում անոդացման լոգանքից անմիջապես հետո, երբ մակերեսը դեռ բաց է և ընկալունակ։ Գույնի քսումն ավարտվելուց հետո մասերը կնքվում են՝ գունանյութերը օքսիդային ծակոտիների մեջ պահելու համար։ Այս քայլը բարելավում է ուլտրամանուշակագույն ճառագայթման կայունությունը և մաշվածության դիմադրությունը։.
Որոշ կիրառություններում օգտագործվում է էլեկտրոլիտիկ գունավորում, որտեղ մետաղական աղերը էլեկտրականորեն նստեցվում են ծակոտիների մեջ՝ բրոնզե, մոխրագույն կամ սև մակերես ստանալու համար: Ինտեգրալ գունավորումը, որն ավելի առաջադեմ մեթոդ է, անոդացման ընթացքում միաժամանակ ձևավորում է գույն և օքսիդ: Յուրաքանչյուր տեխնիկա հավասարակշռում է գեղագիտությունը, արժեքը և շրջակա միջավայրի կայունությունը՝ կախված մասի օգտագործումից:.
Ինչպես ընտրել անոդացման տեսակներից
Սահմանեք գլխավոր նպատակը
Սա ամենակարևոր քայլն է։ Ձեր հիմնական պահանջը ձեզ կուղղորդի դեպի օպտիմալ գործընթաց։.
Եթե առաջնահերթությունն այն է, բացառիկ մաշվածության դիմադրություն և երկարակեցություն Բարձր շփման, ճնշման կամ մաշվածության առջև կանգնած մասերի համար ավելի լավ ընտրություն է III տեսակը (կարծր ծածկույթով անոդացում): Այն ստեղծում է հաստ, ապարանման կարծր շերտ, որը զգալիորեն երկարացնում է բաղադրիչների ծառայության ժամկետը:.
Եթե առաջնահերթությունը ա բարձրորակ ծածկույթ՝ գունային տարբերակներով և հուսալի կոռոզիայից պաշտպանությամբ,II տեսակը (ծծմբաթթվով անոդացում) ծախսարդյունավետ լուծում է, որն առաջարկում է գեղագիտության, կատարողականի և արժեքի լավագույն հավասարակշռությունը։.
Եթե առաջնահերթությունն այն է, պահպանելով ճշգրիտ չափերը կարևորագույն բաղադրիչների վրա, հաճախ որպես ներկի կամ սոսնձի հիմք, ապա I տեսակը (քրոմաթթվային անոդացում) մասնագիտացված ընտրությունն է: Դրա բարակ, ամուր կապված ծածկույթը պաշտպանում է առանց հանդուրժողականությունը փոխելու:.
Մասի հատուկ բնութագրերը
Երբ իմանաք նպատակը, գործնական մանրամասները կճշգրտեն ձեր ընտրությունը։.
- Նյութական համատեղելիություն. Ալյումինե համաձուլվածքն անմիջականորեն ազդում է արդյունքի վրա: 6063-ի նման համաձուլվածքները հստակ անոդացվում են և իդեալական են II տիպի գունավոր մակերեսների համար: Ավելի բարձր պղնձի կամ սիլիցիումի պարունակությամբ համաձուլվածքները (օրինակ՝ 2024) կապահովեն ավելի մուգ, բրոնզե երանգի մակերեսներ և ավելի հարմար են III տիպի մակերեսների համար, որտեղ արտաքին տեսքը երկրորդական է ֆունկցիոնալության համեմատ:.
- Մասի երկրաչափություն և մակերես. Խորը խորշերով կամ կույր անցքերով բարդ մասերը ծածկույթի մարտահրավերներ են ստեղծում բոլոր տեսակների, մասնավորապես՝ III տիպի հաստ կարծր ծածկույթի համար: Բացի այդ, անոդացումը թափանցիկ է. հիմնական մետաղի վրա ցանկացած քերծվածք կամ մեքենայական հետք կմնա տեսանելի, ուստի նախնական մակերեսի մշակումը կարևոր է:.
- Արդյունավետության բնութագրերը՝ Սահմանեք պահանջվող ծածկույթի հաստությունը, կոռոզիայի դիմադրությունը (օրինակ՝ աղի ցողման ժամեր) և մաշվածության դիմադրությունը: 0.002 դյույմից ավելի հաստության անհրաժեշտությունը պահանջում է III տիպ: Ավելի բարակ, դեկորատիվ ծածկույթների համար II տիպը բավարար է: Հստակ պահանջները ապահովում են, որ վերջնական մակերեսը բավարարի ֆունկցիոնալ կարիքը:.
Հաշվի առեք արտադրության և համապատասխանության գործոնները
Այս գործոնները ազդում են իրագործելիության, արժեքի և իրականացման ժամկետների վրա։.
- Արժեքի շարժիչ ուժեր՝ II տեսակը, որպես կանոն, ամենաէկոնոմիկն է: III տեսակն ավելի թանկ է՝ ավելի երկար գործընթացի ժամանակի, սառեցման և ճշգրիտ կառավարման շնորհիվ: Գունավոր ներկանյութերի կամ մասնագիտացված կնիքների ավելացումը մեծացնում է ցանկացած տեսակի արժեքը:.
- Կարգավորող միջավայր. I տիպի քրոմի վեցարժեք քրոմի օգտագործումը խիստ կարգավորվում է: Շատ արդյունաբերություններ այժմ ընտրում են հաստատված այլընտրանքներ, ինչպիսին է բոր-ծծմբաթթվային անոդացումը (BSAA), նմանատիպ արդյունավետության համար՝ ավելի քիչ սահմանափակումներով:.
- Չափային ազդեցություն. Հիշե՛ք, որ անոդային ծածկույթը աճում է ինչպես հիմնական մետաղի մեջ, այնպես էլ դրանից դուրս։ III տիպի կարծր ծածկույթի դեպքում հաստության մոտավորապես կեսը մեծացնում է մասի արտաքին չափսերը, ինչը կարևոր գործոն է ամուր տեղավորվող մասերի համար, ինչպիսիք են պարուրակները կամ կրող մակերեսները։.
Վերջին քայլը՝ վաղ խորհրդակցեք ձեր վերջնական մատակարարի հետ
Կատարյալ արդյունք ապահովելու ամենաարդյունավետ միջոցը համագործակցելն է մասնագիտական անոդացման մատակարար նախագծման փուլում: Նրանց տրամադրեք ձեր կատարողականի պահանջները, կարևոր չափերը և գեղագիտական նմուշները: Նրանց փորձը կօգնի ձեզ օպտիմալացնել դիզայնը՝ արտադրելիության համար, խուսափել անսպասելի ծախսերից և ընտրել անոդացման իդեալական տեսակը՝ հաջող նախագծի համար:.
Հաճախակի տրվող հարցեր
Կարո՞ղ են անոդացված մասերը վերանորոգվել կամ վերամշակվել, եթե վնասված են։
Անոդային օքսիդային շերտը հիմքի անբաժանելի մասն է կազմում և չի կարող “կարկատվել”։ Խորը քերծված կամ վնասված անոդացված մակերեսը վերականգնելու համար առկա ծածկույթը պետք է ամբողջությամբ մաքրվի քիմիապես, և մասը պետք է վերաանոդացվի։ Այս գործընթացը կարող է ազդել հանդուրժողականությունների և հիմքի նյութի վրա։.
Կա՞ արդյոք անոդացման այլընտրանք:
Այլընտրանքային տարբերակներից են փոշեպատումը, էլեկտրոլիզացումը և տարբեր փոխակերպման ծածկույթները, ինչպիսին է քրոմատացումը: Փոշեպատումը աչքի ընկնող այլընտրանք է, որտեղ չոր փոշին էլեկտրաստատիկ կերպով քսվում և կարծրանում է հաստ, անընդհատ պոլիմերային թաղանթի մեջ:.
Իմ մասերը կարիք ունեն թե՛ էլեկտրական մեկուսացման, թե՛ ջերմության ցրման, որ անոդացման տեսակն է լավագույնը։
Բոլոր անոդացնող տեսակները ստեղծում են ոչ հաղորդիչ օքսիդային շերտ: II տեսակը սովորաբար օգտագործվում է էլեկտրոնային ջերմափոխանակիչների համար, քանի որ այն ապահովում է գերազանց էլեկտրական մեկուսացում և բավարար ջերմահաղորդականություն (ջերմությունը անցնում է հիմքում ընկած մետաղի միջով): III տեսակի ավելի հաստ ծածկույթը ապահովում է ավելի լավ մեկուսացում, բայց կարող է հանդես գալ որպես թեթև ջերմային պատնեշ, եթե առավելագույն ջերմափոխանակումը կարևոր է:.