{kind=link}
{kind=link}
Lijevanje pod pritiskom, naširoko korišteni proizvodni proces za proizvodnju složenih metalnih dijelova često nailazi na nedostatke koji mogu ugroziti kvalitetu i funkcionalnost proizvoda. Rješavanje ovih nedostataka uključuje razumijevanje njihovih uzroka, implementaciju učinkovitih rješenja i usvajanje preventivnih mjera.
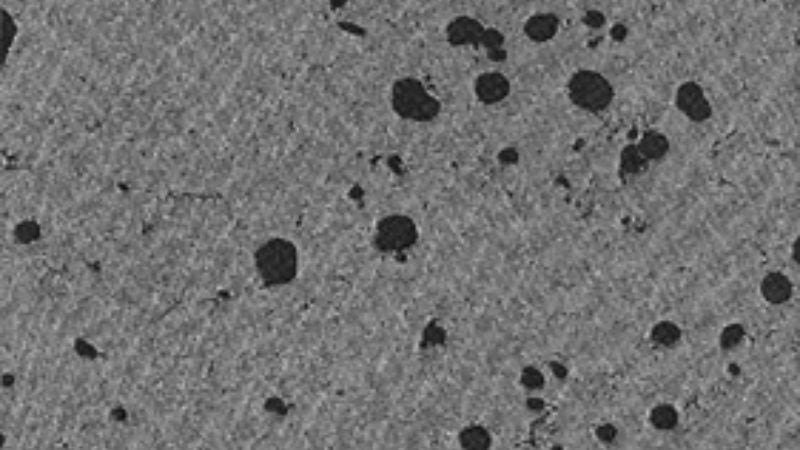
Poroznost
Definicija:
Poroznost je nedostatak kod kojeg se unutar odljevka stvaraju male šupljine ili mjehurići zbog zarobljenih plinova ili nepravilnog skrućivanja. Slabi strukturni integritet odljevka, čineći ga neprikladnim za primjene koje zahtijevaju čvrstoću ili hermetičnost.
Uzroci:
- Zarobljen zrak ili plinovi: uvučeni zrak u rastaljeni metal tijekom ubrizgavanja uzrokuje šupljine jer zrak ne uspijeva izaći tijekom skrućivanja.
- Nepravilna ventilacija: Neadekvatni otvori u matrici sprječavaju ispuštanje plinova, povećavajući poroznost.
- Turbulentno strujanje metala: Nestabilno ili kaotično strujanje rastaljenog metala dovodi do zarobljavanja zraka.
- Zarobljavanje plina: Pretjerana upotreba sredstava za odvajanje kalupa ili maziva može stvoriti plin unutar šupljine.
rješenja:
- Optimizirajte ventilacijski sustav: Pravilno prozračivanje omogućuje izlazak zarobljenih plinova prije skrućivanja. Dodavanje preljeva i praonica za odzračivanje može pomoći.
- Podesite brzinu ubrizgavanja: usporite ubrizgavanje kako biste smanjili turbulenciju i omogućili uredan protok metala.
- Kontrolirajte temperaturu metala: Održavajte jednoliku i optimalnu temperaturu metala kako biste osigurali glatko punjenje.
- Koristite vakuumske sustave: upotrijebite vakuumski potpomognuti postupak za uklanjanje zraka i onečišćenja iz odljevka.
Prevencija:
- Dizajnirajte odgovarajuće preljevne sustave: Uključite preljevne kanale za preusmjeravanje plinova i osiguravanje glatkog protoka metala.
- Održavajte dosljednu temperaturu metala: Izbjegavajte pregrijavanje ili naglo hlađenje kako biste smanjili zadržavanje plina.
- Redovito održavanje matrice: Održavajte matricu čistom i bez nečistoća kako biste spriječili nakupljanje plina.
- Odgovarajući dizajn zasuna i vodilice: Osigurajte da su zasuni i vodilice dovoljno veliki da omoguće potpuno punjenje kalupa uz minimalnu turbulenciju.
Hladna zatvaranja
Definicija:
Hladni zatvarači nastaju kada se dva toka rastaljenog metala susretnu, ali se ne uspiju pravilno spojiti, ostavljajući vidljiv spoj ili slabu vezu. Ovaj nedostatak utječe i na izgled i čvrstoću odljevka.
Uzroci:
- Niska temperatura metala: Nedovoljna temperatura uzrokuje prerano skrućivanje rastaljenog metala.
- Mala brzina ubrizgavanja: Kašnjenja protoka metala rezultiraju djelomičnim hlađenjem prije fuzije.
- Loš protok metala: Nepravilan protok metala zbog lošeg dizajna vrata pridonosi nepotpunom spajanju.
- Neadekvatna ventilacija: Zarobljen zrak može poremetiti spajanje mlaza rastaljenog metala.
rješenja:
- Povećajte temperaturu metala: povisite temperaturu kako biste osigurali da rastaljeni metal pravilno teče i stapa se.
- Optimizirajte brzinu ubrizgavanja: Prilagodite brzinu kako biste postigli glatki i kontinuirani protok metala.
- Poboljšajte dizajn vrata: Osigurajte da su vrata postavljena tako da učinkovito usmjeravaju protok.
- Bolji smještaj ventilacije: Dodajte ventilacijske otvore na ključna područja kako biste osigurali izbacivanje zarobljenog zraka.
Prevencija:
- Dosljedno nadzirite temperaturu metala: osigurajte ravnomjerno zagrijavanje rastaljenog metala tijekom cijelog procesa.
- Redovite provjere temperature kalupa: Održavajte optimalnu temperaturu kalupa kako biste spriječili prerano hlađenje.
- Dizajn pravilnog položaja vrata: Postavite vrata na strateški način da poboljšate protok metala i smanjite turbulenciju.
- Održavajte optimalnu brzinu ubrizgavanja: Uravnotežite brzinu kako biste izbjegli hlađenje dok istovremeno osiguravate dosljedno punjenje.
Hot Spots
Definicija:
Vruće točke su lokalizirana područja pregrijavanja unutar matrice, što rezultira neravnomjernim hlađenjem i nedostacima poput savijanja ili nedosljednosti dimenzija u odljevku.
Uzroci:
- Neravnomjerna temperatura kalupa: Nedosljedno hlađenje stvara zone prekomjerne akumulacije topline.
- Loš dizajn hlađenja: nedostatak učinkovitih kanala za hlađenje u matrici uzrokuje lokalizirane vruće točke.
- Neadekvatno podmazivanje: nedovoljno ili neravnomjerno nanošenje maziva može pogoršati probleme s toplinom.
- Nakupljanje metala: višak metala u određenim područjima može dulje zadržati toplinu.
rješenja:
- Uravnotežite kanale za hlađenje: Dizajnirajte optimiziranu mrežu kanala za hlađenje za jednoliku disipaciju topline.
- Podesite temperaturu kalupa: pažljivo pratite i regulirajte temperaturu kalupa tijekom proizvodnje.
- Optimizirajte podmazivanje: Osigurajte dosljednu i odgovarajuću primjenu visokokvalitetnih maziva.
- Izmijenite dizajn dijela: Uklonite debele dijelove sklone zadržavanju topline.
Prevencija:
- Redovito održavanje rashladnog sustava: Očistite rashladne kanale i provjerite ima li blokada ili neučinkovitosti.
- Pravilna kontrola temperature matrice: Koristite napredne sustave za nadzor temperature kako biste osigurali ravnomjerno hlađenje.
- Konzistentna primjena podmazivanja: Investirajte u automatizirane sustave podmazivanja za primjenu jednolike količine.
- Pratite toplinsku distribuciju: koristite toplinske slike za prepoznavanje točaka koncentracije topline tijekom proizvodnje.
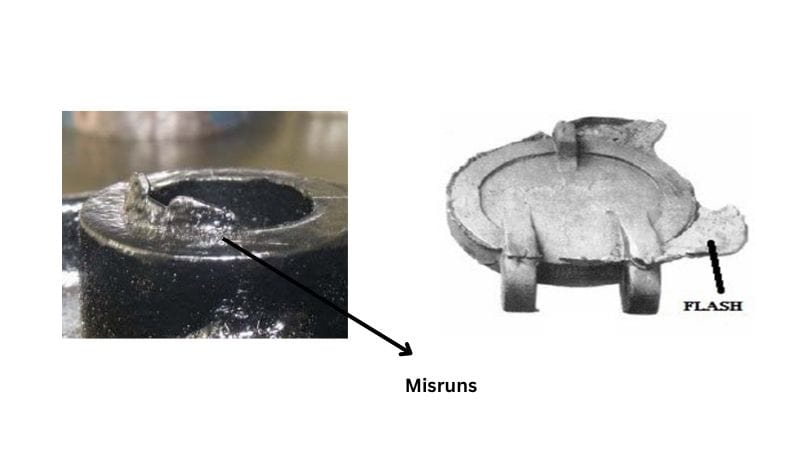
Pogrešna trčanja/kratki udarci
Definicija:
Pogrešni udari ili kratki udarci nastaju kada rastaljeni metal ne uspije u potpunosti ispuniti šupljinu kalupa, što rezultira nepotpunim ili nedostajućim dijelovima odljevka.
Uzroci:
- Nedovoljan volumen metala: Volumen rastaljenog metala nije dovoljan da ispuni šupljinu.
- Nizak tlak ubrizgavanja: Nedovoljan tlak sprječava potpuno širenje metala.
- Loš protok metala: Prepreke ili loša konstrukcija otvora ometaju pravilan protok.
- Temperatura hladne matrice: Hladna matrica uzrokuje prerano skrućivanje rastaljenog metala.
rješenja:
- Povećajte volumen metala: Osigurajte da je dovoljan volumen metala dostupan po udarcu.
- Podesite tlak ubrizgavanja: Povećajte tlak kako biste osigurali da metal potpuno ispuni kalup.
- Optimizirajte položaj vrata: Postavite vrata za promicanje jednolikog punjenja i glatkog protoka.
- Ispravno zagrijte matricu: Zagrijte matricu kako biste spriječili prerano skrućivanje.
Prevencija:
- Redovite provjere volumena sačme: Osigurajte da svaka sačma ima točnu količinu rastaljenog metala.
- Održavajte dosljednu temperaturu matrice: Koristite grijače matrice ili regulatore temperature.
- Odgovarajući dizajn sustava vodilica: Dizajnirajte vodilice za lak i potpun protok metala.
- Pratite parametre ubrizgavanja: Redovito provjeravajte i fino podešavajte tlak, brzinu i vrijeme.
Bljesak
Definicija:
Flash je tanak, višak metalnog sloja koji se formira na rubovima odljevka zbog curenja metala kroz otvore u razdjelnim površinama matrice.
Uzroci:
- Pretjerani tlak ubrizgavanja: Visoki tlak tjera metal iz šupljine matrice.
- Istrošene površine matrice: s vremenom se stvaraju praznine zbog istrošenih rubova matrice.
- Nedovoljna sila stezanja: Slabo stezanje omogućuje prodiranje metala.
- Pogrešno poravnate matrice: nepravilno poravnanje stvara prostor za curenje metala.
rješenja:
- Podesite tlak ubrizgavanja: Smanjite prekomjerni tlak kako biste spriječili prelijevanje.
- Popravite/zamijenite istrošene matrice: obnovite rubove matrice ili zamijenite istrošene alate.
- Povećajte silu stezanja: osigurajte dovoljnu silu za brtvljenje rastavnih površina.
- Ispravno poravnanje matrice: Redovito provjeravajte i prilagođavajte poravnanje kako biste uklonili praznine.
Prevencija:
- Redovito održavanje matrice: Često provjeravajte linije razdvajanja i brtvene površine.
- Pratite silu stezanja: Provjerite je li matrica čvrsto stegnuta tijekom proizvodnje.
- Često provjeravajte poravnanje matrice: Zakažite periodična podešavanja poravnanja.
- Ispravan dizajn linije razdvajanja: Dizajnirajte liniju razdvajanja kako biste smanjili potencijalne putove curenja.
Skupljanje
Definicija:
Skupljanje je vrsta greške kod koje se pojavljuju šupljine ili praznine unutar odljevka ili na njegovoj površini zbog neravnomjernog skrućivanja tijekom hlađenja.
Uzroci:
- Nejednaka debljina stjenke koja uzrokuje neravnomjerno hlađenje.
- Nedovoljno dovođenje rastaljenog metala tijekom skrućivanja.
- Loš dizajn hlađenja matrice.
- Nizak tlak ubrizgavanja ili kratko vrijeme zadržavanja tlaka.
rješenja:
- Optimizirajte dizajn dijela kako biste osigurali jednoliku debljinu stijenke.
- Koristite dodavače ili uspone za opskrbu dodatnim materijalom tijekom skrućivanja.
- Poboljšajte hlađenje kalupa kako biste osigurali kontrolirano skrućivanje.
- Povećajte tlak ubrizgavanja i produžite vrijeme održavanja tlaka.
Prevencija:
- Dizajnirajte odljevke s dosljednom debljinom stijenke.
- Provedite odgovarajuću analizu hlađenja kalupa kako biste izbjegli vruće točke.
- Redovito nadzirite i prilagođavajte procesne parametre, kao što su tlak i vrijeme ubrizgavanja.
Uključenje
Definicija:
Uključci su čestice stranog materijala nepravilnog oblika, poput troske ili oksida, zarobljene unutar odljevka, uzrokujući unutarnje slabosti ili površinske nedostatke.
Uzroci:
- Nečist ili nečist rastaljeni metal.
- Troska ili ostaci nisu uklonjeni tijekom lijevanja.
- Loše čišćenje šupljine matrice ili alata.
- Neadekvatno miješanje ili miješanje rastaljenog metala.
rješenja:
- Koristite punjenje peći visoke čistoće i temeljito očistite kutlače i alate.
- Uklonite trosku i ostatke rastaljenog metala prije izlijevanja.
- Očistite kalupe i šupljinu kalupa prije svakog proizvodnog ciklusa.
- Poboljšajte proces pročišćavanja metala, poput otplinjavanja ili filtriranja.
Prevencija:
- Osigurajte čist i kontroliran proces topljenja.
- Koristite sredstva za odvajanje kalupa koja smanjuju rizik od kontaminacije.
- Redovito pregledavajte i čistite šupljinu matrice i opremu.
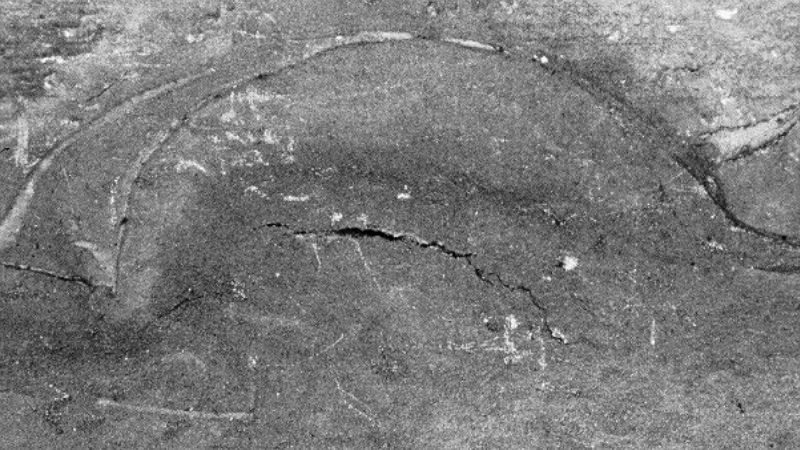
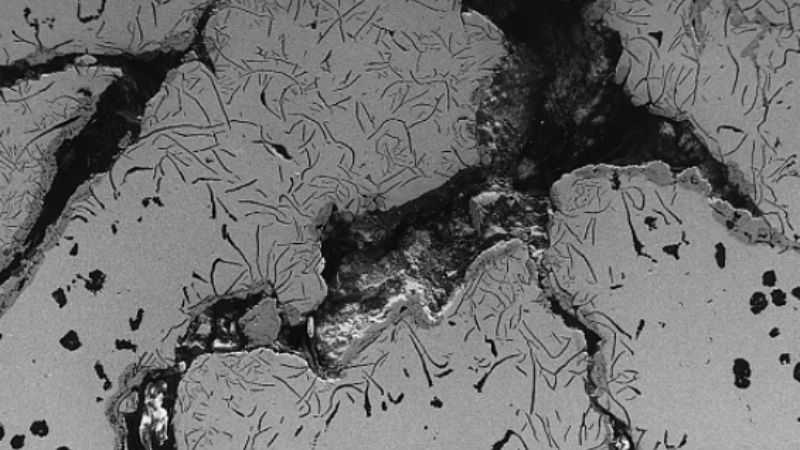
Pukotine
Definicija:
Pukotine su linearni ili nepravilni lomovi na površini ili unutar odljevka koji se mogu pojaviti tijekom ili nakon skrućivanja uslijed vlačnih naprezanja.
Uzroci:
- Neravnomjerno skrućivanje zbog loše kontrole temperature kalupa.
- Abnormalno skupljanje uzrokovano neujednačenom debljinom stijenke.
- Pretjerani unutarnji stres ili neravnoteža tijekom izbacivanja.
- Neodgovarajući sastav legure s prekomjernim štetnim elementima.
rješenja:
- Optimizirajte temperaturu matrice unutar preporučenog raspona (180°C–280°C).
- Dizajnirajte odljevke s ravnomjernom debljinom stijenke kako biste spriječili naprezanja skupljanja.
- Uravnotežite sile izbacivanja podešavanjem ili dodavanjem klinova za izbacivanje.
- Osigurajte pravilan sastav legure kontroliranjem štetnih elemenata poput Fe.
Prevencija:
- Koristite alate za simulaciju za projektiranje dobro uravnoteženih struktura.
- Održavajte dosljednost temperature matrice s odgovarajućim sustavima grijanja.
- Redovito pratiti sastav legure tijekom taljenja.
Povlačenje i lemljenje
Definicija:
Povlačenje je ogrebotina poput trake uzrokovana oštećenjem ili trenjem tijekom izbacivanja, dok do lemljenja dolazi kada se rastaljeni metal neuobičajeno zalijepi za matricu, ostavljajući naslage materijala.
Uzroci:
- Nedovoljni kutovi nagiba ili podrezivanja na odljevku.
- Oštećene ili grube površine šupljine matrice.
- Pregrijani rastaljeni metal ili temperature kalupa.
- Sredstvo za odvajanje kalupa loše kvalitete ili neadekvatno podmazivanje.
rješenja:
- Povećajte kutove gaza i uklonite podrezivanja.
- Popravite i polirajte šupljinu matrice kako biste poboljšali hrapavost površine.
- Podesite temperature rastaljenog metala i kalupa unutar optimalnih raspona.
- Koristite visokokvalitetna sredstva za odvajanje kalupa i pravilno podmažite kalupe.
Prevencija:
- Optimizirajte dizajn dijela s odgovarajućim kutovima propuha.
- Izvršite redovito održavanje i poliranje kalupa.
- Pratite i kontrolirajte temperature kako biste spriječili pregrijavanje.
žuljevi
Definicija:
Mjehurići su ispupčenja ili uzdignuta područja na površini odljevka uzrokovana ekspanzijom plina zarobljenog ispod površine tijekom skrućivanja.
Uzroci:
- Loš dizajn ventilacije u matrici.
- Pretjerana uporaba sredstava za odvajanje kalupa ili maziva.
- Neadekvatno otplinjavanje rastaljenog metala.
- Pregrijana temperatura kalupa uzrokuje smanjenu čvrstoću.
rješenja:
- Poboljšajte ventilacijski sustav dodavanjem ventilacijskih i preljevnih kanala.
- Optimizirajte količinu sredstava za odvajanje kalupa i smanjite pretjeranu upotrebu.
- Provedite odgovarajući tretman otplinjavanjem tijekom taljenja.
- Niža temperatura kalupa u problematičnim područjima kako bi se smanjilo širenje plina.
Prevencija:
- Osigurajte učinkovite sustave ventilacije i preljeva u matrici.
- Održavajte dosljednu temperaturu kalupa i rastaljenog metala.
- Koristite visokokvalitetna i pravilno nanesena sredstva za odvajanje kalupa.
Deformacija
Definicija:
Deformacija nastaje kada odljevak odstupi od predviđenog oblika zbog unutarnjih naprezanja ili nepravilnog hlađenja.
Uzroci:
- Nejednaka debljina stijenke uzrokuje nedosljedno skrućivanje.
- Neuravnotežene sile izbacivanja.
- Pretjerano nakupljanje unutarnjeg naprezanja.
- Loš dizajn hlađenja matrice.
rješenja:
- Dizajnirajte odljevke s uravnoteženom debljinom stijenke.
- Optimizirajte sustave izbacivanja kako biste osigurali ujednačeno izbacivanje.
- Koristite kontrolirane sustave hlađenja za ravnomjerno skrućivanje.
- Smanjite unutarnje naprezanje optimizacijom parametara procesa.
Prevencija:
- Izvedite simulacije za predviđanje i ispravljanje uzoraka skupljanja.
- Redovito provjeravajte i podešavajte mehanizam za izbacivanje.
- Pratite dosljednost rashladnih sustava.
Oznake protoka
Definicija:
Oznake tečenja su valovite površinske linije ili promjena boje uzrokovana nepravilnim protokom rastaljenog metala tijekom punjenja.
Uzroci:
- Niska brzina ili tlak ubrizgavanja.
- Temperatura hladnog rastaljenog metala.
- Loša kontrola temperature matrice.
- Loš dizajn sustava oklopa.
rješenja:
- Povećajte brzinu i tlak ubrizgavanja kako biste osigurali nesmetan protok.
- Podignite temperaturu rastaljenog metala i kalupa na preporučene razine.
- Optimizirajte temperaturu matrice za održavanje ravnomjernog punjenja.
- Redizajnirajte sustav zatvarača za bolji protok metala.
Prevencija:
- Pratite i održavajte ispravne temperature tijekom lijevanja.
- Redovito provjeravajte i podešavajte parametre ubrizgavanja.
- Simulirajte uzorke protoka kako biste optimizirali dizajn zatvarača.
Laminacije

Definicija:
Laminacije su slojeviti defekti koji nastaju kada se rastaljeni metal ne uspije ispravno spojiti, stvarajući slaba, slojevita područja.
Uzroci:
- Neodgovarajuće mjesto zatvarača ometa gladak protok metala.
- Kontaminanti u rastaljenom metalu.
- Hladni rastaljeni metal ili niske temperature kalupa.
rješenja:
- Redizajnirajte sustave zasuna i vodilica kako biste smanjili prekide protoka.
- Koristite čist, visokokvalitetni rastaljeni metal bez onečišćenja.
- Povisite temperaturu rastaljenog metala i kalupa za potpuno stapanje.
Prevencija:
- Redovito čistite šupljinu matrice.
- Optimizirajte sustave zatvaranja i ubrizgavanja.
- Dosljedno nadzirite i kontrolirajte temperature.
Sudoperi
Definicija:
Udubljenja su udubljenja ili udubljenja na površini odljevka uzrokovana nedovoljnim dopremanjem tijekom skupljanja.
Uzroci:
- Nejednaka debljina stijenke dovodi do lokalnog skupljanja.
- Nedovoljan tlak skrućivanja.
- Loša ventilacija sprječava pravilno hranjenje.
rješenja:
- Dizajnirajte odljevke s jednakom debljinom stjenke kako biste izbjegli neravnomjerno skupljanje.
- Povećajte pritisak zadržavanja tijekom skrućivanja.
- Poboljšajte ventilaciju kako biste olakšali hranjenje.
Prevencija:
- Provedite toplinsku analizu tijekom projektiranja matrice kako biste izbjegli vruće točke.
- Pratite parametre ubrizgavanja i dosljednost tlaka.
Često postavljana pitanja
Koje su različite vrste tlačnog lijevanja?
Lijevanje pod pritiskom je proizvodni proces koji se koristi za proizvodnju metalnih dijelova, s različitim vrstama prilagođenim za specifične materijale, dizajne i primjene. Visokotlačni i niskotlačni lijev pod pritiskom obično se koriste za visoko precizne dijelove, dok gravitacijski i vakuumski lijev smanjuju nedostatke poput poroznosti.
Napredne metode poput lijevanja pod pritiskom i hibridne aditivne proizvodnje nude povećanu čvrstoću, smanjene nedostatke i veću fleksibilnost dizajna za specijalizirane primjene.
Možete li objasniti postupak lijevanja pod pritiskom?
Proces tlačnog lijevanja uključuje taljenje metala, njegovo ubrizgavanje u višekratni čelični kalup pod visokim pritiskom, hlađenje kako bi se oblik učvrstio, a zatim uklanjanje gotovog dijela.
Proces je brz i precizan, proizvodi visokokvalitetne dijelove s detaljnim dizajnom koji može zahtijevati minimalnu doradu.