{kind=link}
{kind=link}
Painevalu, laajalti käytetty valmistusprosessi monimutkaisten metalliosien valmistukseen kohtaa usein vikoja, jotka voivat vaarantaa tuotteiden laadun ja toimivuuden. Näiden puutteiden korjaaminen edellyttää niiden syiden ymmärtämistä, tehokkaiden ratkaisujen toteuttamista ja ennaltaehkäisevien toimenpiteiden toteuttamista.
Huokoisuus
Määritelmä:
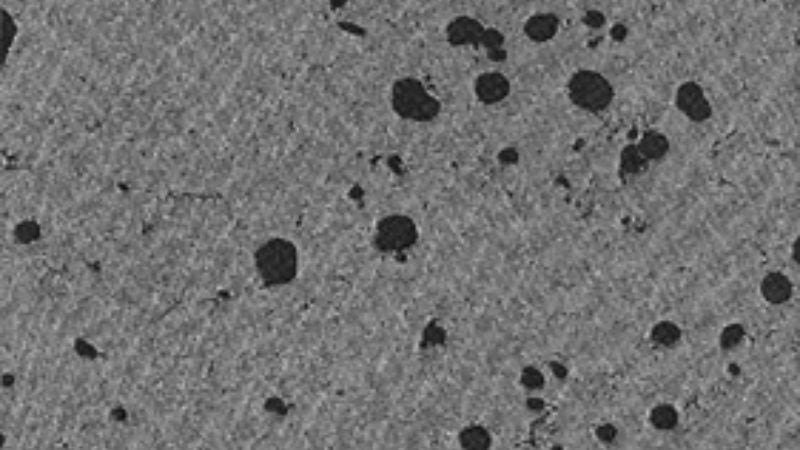
Huokoisuus on vika, jossa valuun muodostuu pieniä tyhjiä tiloja tai kuplia sisään jääneiden kaasujen tai epäasianmukaisen jähmettymisen vuoksi. Se heikentää valukappaleen rakenteellista eheyttä, jolloin se ei sovellu lujuutta tai ilmatiiviyttä vaativiin sovelluksiin.
Syyt:
- Loukkuun jäänyt ilma tai kaasut: Sulaan metalliin jäänyt ilma ruiskutuksen aikana aiheuttaa tyhjiä ilmaa, koska ilma ei pääse poistumaan jähmettymisen aikana.
- Väärä tuuletus: Riittämättömät tuuletusaukot suuttimessa estävät kaasujen karkaamisen, mikä lisää huokoisuutta.
- Turbulenttinen metallivirtaus: Epävakaa tai kaoottinen sulan metallin virtaus johtaa ilman sulkeutumiseen.
- Kaasun juuttuminen: Liiallinen muotinirrotusaineiden tai voiteluaineiden käyttö voi muodostaa kaasua onteloon.
Ratkaisut:
- Optimoi tuuletusjärjestelmä: Oikea tuuletus mahdollistaa loukkuun jääneiden kaasujen poistumisen ennen kiinteytymistä. Ylivuoto ja pesureiden tuulettaminen voivat auttaa.
- Säädä ruiskutusnopeutta: Hidasta ruiskutusta vähentääksesi turbulenssia ja mahdollistaaksesi säännöllisen metallin virtauksen.
- Säädä metallin lämpötilaa: Säilytä tasainen ja optimaalinen metallilämpötila tasaisen täytön varmistamiseksi.
- Käytä tyhjiöjärjestelmiä: Käytä tyhjiöavusteista prosessia ilman ja epäpuhtauksien poistamiseksi valukappaleesta.
Ennaltaehkäisy:
- Suunnittele oikeat ylivuotojärjestelmät: Sisällytä ylivuotokanavat kaasujen ohjaamiseksi uudelleen ja tasaisen metallin virtauksen varmistamiseksi.
- Säilytä tasainen metallin lämpötila: Vältä ylikuumenemista tai äkillistä jäähtymistä kaasun juuttumisen vähentämiseksi.
- Säännöllinen muottihuolto: Pidä suulake puhtaana ja puhtaana epäpuhtauksista kaasun kertymisen estämiseksi.
- Oikea portin ja jalustan suunnittelu: Varmista, että portit ja jalustat ovat riittävän suuria helpottaakseen täydellisen muotin täyttämistä minimaalisella turbulenssilla.
Kylmäsulkimet
Määritelmä:
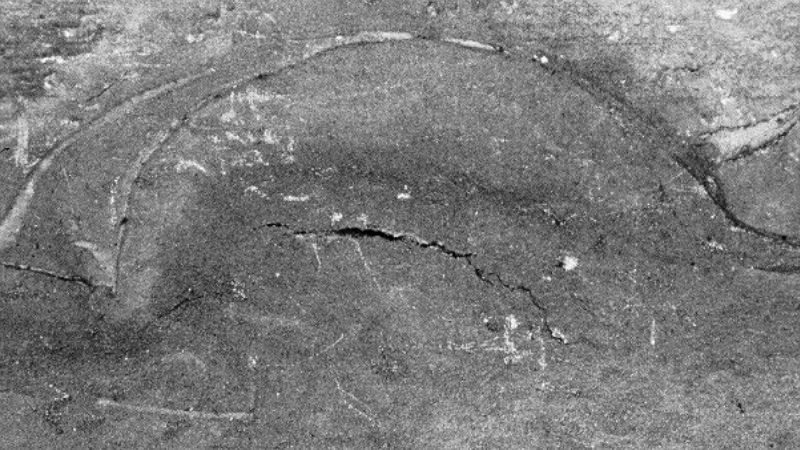
Kylmäsulkeutuminen tapahtuu, kun kaksi sulan metallin virtaa kohtaavat, mutta eivät sulaudu kunnolla, jolloin jää näkyvä sauma tai heikko sidos. Tämä vika vaikuttaa sekä valun ulkonäköön että lujuuteen.
Syyt:
- Matala metallin lämpötila: Riittämätön lämpötila aiheuttaa sulan metallin ennenaikaista jähmettymistä.
- Hidas ruiskutusnopeus: Metallivirtauksen viiveet johtavat osittaiseen jäähtymiseen ennen sulattamista.
- Huono metallivirtaus: Epäsäännöllinen metallivirtaus huonosta portin suunnittelusta aiheuttaa epätäydellistä sulamista.
- Riittämätön tuuletus: Loukkuun jäänyt ilma voi häiritä sulan metallin virtojen yhdistämistä.
Ratkaisut:
- Nosta metallin lämpötilaa: Nosta lämpötilaa varmistaaksesi, että sula metalli virtaa ja sulaa kunnolla.
- Optimoi ruiskutusnopeus: Säädä nopeutta tasaisen ja jatkuvan metallivirtauksen saavuttamiseksi.
- Paranna portin suunnittelua: Varmista, että portit on sijoitettu ohjaamaan virtausta tehokkaasti.
- Parempi tuuletuksen sijoitus: Lisää tuuletusaukkoja tärkeimpiin alueisiin varmistaaksesi, että jäänyt ilma poistuu.
Ennaltaehkäisy:
- Tarkkaile metallin lämpötilaa johdonmukaisesti: Varmista, että sula metalli kuumenee tasaisesti koko prosessin ajan.
- Säännölliset suuttimen lämpötilan tarkistukset: Säilytä suulakkeen optimaalinen lämpötila estääksesi ennenaikaisen jäähtymisen.
- Oikea portin sijainnin suunnittelu: Sijoita portit strategisesti metallin virtauksen parantamiseksi ja turbulenssin vähentämiseksi.
- Säilytä optimaalinen ruiskutusnopeus: Tasapainota nopeus jäähtymisen välttämiseksi ja varmista samalla tasainen täyttö.
Kuumat paikat
Määritelmä:
Kuumat kohdat ovat paikallisia ylikuumenemisalueita suulakkeen sisällä, mikä johtaa epätasaiseen jäähdytykseen ja vioihin, kuten vääntymiseen tai valun mittojen epäjohdonmukaisuuteen.
Syyt:
- Epätasainen suuttimen lämpötila: Epätasainen jäähdytys luo vyöhykkeitä, joissa lämpöä kertyy liikaa.
- Huono jäähdytyssuunnittelu: Tehokkaiden jäähdytyskanavien puute suuttimessa aiheuttaa paikallisia hotspotteja.
- Riittämätön voitelu: Voiteluaineen riittämätön tai epätasainen levitys voi pahentaa lämpöongelmia.
- Metallin kerääntyminen: Ylimääräinen metalli tietyillä alueilla voi säilyttää lämpöä pidempään.
Ratkaisut:
- Tasapainottavat jäähdytyskanavat: Suunnittele optimoitu jäähdytyskanavien verkosto lämmön tasaamiseksi hajaantumiseksi.
- Säädä muotin lämpötilaa: Tarkkaile ja säädä suulakkeen lämpötilaa tuotannon aikana.
- Optimoi voitelu: Varmista, että korkealaatuisia voiteluaineita käytetään jatkuvasti ja riittävästi.
- Muokkaa osan rakennetta: Poista paksut osat, jotka ovat alttiita lämmön pidättymiselle.
Ennaltaehkäisy:
- Säännöllinen jäähdytysjärjestelmän huolto: Puhdista jäähdytyskanavat ja tarkista tukokset tai tehottomuudet.
- Oikea suuttimen lämpötilan säätö: Käytä kehittyneitä lämpötilanvalvontajärjestelmiä tasaisen jäähdytyksen varmistamiseksi.
- Johdonmukainen voitelusovellus: Investoi automatisoituihin voitelujärjestelmiin tasaisen määrän levittämiseksi.
- Seuraa lämmönjakaumaa: Käytä lämpökuvausta lämmön keskittymispisteiden tunnistamiseen tuotannon aikana.
Väärät juoksut/lyhyet laukaukset
Määritelmä:
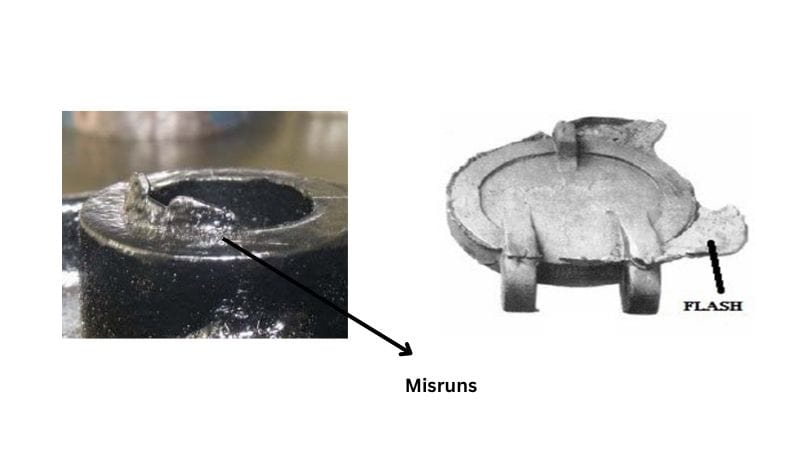
Virheitä tai lyhyitä laukauksia esiintyy, kun sula metalli ei täytä täysin muotin onteloa, mikä johtaa epätäydellisiin tai puuttuviin valukappaleisiin.
Syyt:
- Riittämätön metallitilavuus: Sulan metallin tilavuus ei riitä täyttämään onteloa.
- Matala ruiskutuspaine: Riittämätön paine estää metallia leviämästä kokonaan.
- Huono metallin virtaus: Esteet tai huono porttirakenne estävät oikean virtauksen.
- Kylmäsuuttimen lämpötila: Kylmä suulake aiheuttaa sulan metallin ennenaikaista jähmettymistä.
Ratkaisut:
- Lisää metallin määrää: Varmista, että yhtä laukausta kohden on käytettävissä riittävä määrä metallia.
- Säädä ruiskutuspainetta: Lisää painetta varmistaaksesi, että metalli täyttää muotin kokonaan.
- Optimoi portin sijainti: Sijoita portit edistämään tasaista täyttöä ja tasaista virtausta.
- Lämmitä suulake kunnolla: Esilämmitä suulake estääksesi ennenaikaisen jähmettymisen.
Ennaltaehkäisy:
- Säännölliset laukauksen tilavuuden tarkistukset: Varmista, että jokaisessa laukauksessa on oikea määrä sulaa metallia.
- Säilytä tasainen suuttimen lämpötila: Käytä suuttimen lämmittimiä tai lämpötilansäätimiä.
- Oikea juoksujärjestelmän suunnittelu: Suunnittele kannattimet helpottamaan metallin helppoa ja täydellistä virtausta.
- Valvo ruiskutusparametreja: Tarkista ja hienosäädä paine, nopeus ja ajoitus säännöllisesti.
Salama
Määritelmä:
Flash on ohut ylimääräinen metallikerros, joka muodostuu valun reunoihin johtuen metallivuodosta muotin jakopintojen rakojen kautta.
Syyt:
- Liiallinen ruiskutuspaine: Korkea paine pakottaa metallin ulos suutinontelosta.
- Kuluneet muottipinnat: Ajan myötä muodostuu rakoja kuluneiden muottireunojen vuoksi.
- Riittämätön puristusvoima: Heikko puristus mahdollistaa metallin tunkeutumisen läpi.
- Väärin kohdistetut meistit: Virheellinen kohdistus luo tilaa metallivuodolle.
Ratkaisut:
- Säädä ruiskutuspainetta: Vähennä liiallista painetta ylivuodon estämiseksi.
- Korjaa/vaihda kuluneet meistit: Palauta muotin reunat tai vaihda kuluneet työkalut.
- Lisää kiristysvoimaa: Varmista, että voima on riittävä tiivistämään erotuspinnat.
- Oikea stanssaus: Tarkista ja säädä kohdistus säännöllisesti rakojen poistamiseksi.
Ennaltaehkäisy:
- Säännöllinen muottihuolto: Tarkasta erotuslinjat ja tiivistyspinnat usein.
- Monitorin kiristysvoima: Varmista, että suutin on kiristetty kunnolla tuotannon aikana.
- Tarkista meistien kohdistus usein: Ajoita säännölliset kohdistussäädöt.
- Oikea jakolinjan suunnittelu: Suunnittele jakolinja minimoimaan mahdolliset vuotoreitit.
Kutistuminen
Määritelmä:
Kutistuminen on virhetyyppi, jossa valun sisälle tai sen pinnalle muodostuu onteloita tai onteloita, jotka johtuvat epätasaisesta jähmettymisestä jäähdytyksen aikana.
Syyt:
- Epätasainen seinämän paksuus, joka aiheuttaa epätasaista jäähdytystä.
- Riittämätön sulan metallin syöttö jähmettymisen aikana.
- Huono jäähdytysrakenne.
- Alhainen ruiskutuspaine tai lyhyt paineenpitoaika.
Ratkaisut:
- Optimoi osan suunnittelu varmistaaksesi tasaisen seinämän paksuuden.
- Käytä syöttölaitteita tai nousuputkia lisämateriaalin syöttämiseen jähmettymisen aikana.
- Paranna muotin jäähdytystä varmistaaksesi hallitun jähmettymisen.
- Lisää ruiskutuspainetta ja pidennä paineenpitoaikaa.
Ennaltaehkäisy:
- Suunnitteluvalut tasaisella seinämänpaksuudella.
- Suorita oikea jäähdytysanalyysi kuumapisteiden välttämiseksi.
- Tarkkaile ja säädä säännöllisesti prosessiparametreja, kuten ruiskutuspainetta ja aikaa.
Inkluusio
Määritelmä:
Sulkeumat ovat epäsäännöllisen muotoisia vieraan materiaalin, kuten kuonan tai oksidien, hiukkasia, jotka ovat jääneet loukkuun valukappaleeseen aiheuttaen sisäisiä heikkouksia tai pintavikoja.
Syyt:
- Epäpuhdas tai epäpuhdas sula metalli.
- Kuonaa tai roskia ei poisteta valutuksen aikana.
- Suulakkeen tai työkalujen huono puhdistus.
- Riittämätön sekoitus tai sulan metallin sekoitus.
Ratkaisut:
- Käytä erittäin puhdasta uunipanosta ja puhdista kauhat ja työkalut perusteellisesti.
- Kuori kuona ja roskat sulasta metallista ennen kaatamista.
- Puhdista muotit ja muottipesä ennen jokaista tuotantosykliä.
- Paranna metallin puhdistusprosessia, kuten kaasunpoistoa tai suodatusta.
Ennaltaehkäisy:
- Varmista puhdas ja hallittu sulatusprosessi.
- Käytä homeen irrotusaineita, jotka vähentävät kontaminaatioriskiä.
- Tarkista ja puhdista suuttimen ontelo ja laitteet säännöllisesti.
Halkeamia
Määritelmä:
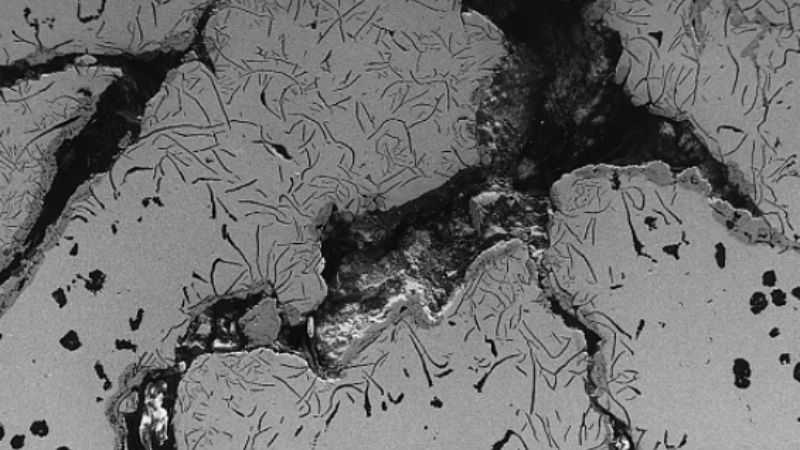
Halkeamat ovat lineaarisia tai epäsäännöllisiä murtumia valun pinnalla tai sisällä, joita voi syntyä jähmettymisen aikana tai sen jälkeen vetojännityksen vuoksi.
Syyt:
- Epätasainen jähmettyminen johtuen huonosta muotin lämpötilan säädöstä.
- Epänormaali kutistuminen, joka johtuu epätasaisesta seinämän paksuudesta.
- Liiallinen sisäinen jännitys tai epätasapaino poiston aikana.
- Virheellinen seoskoostumus, jossa on liikaa haitallisia elementtejä.
Ratkaisut:
- Optimoi suulakkeen lämpötila suositellulla alueella (180°C–280°C).
- Suunnittele valukappaleet tasaisella seinämänpaksuudella kutistumisjännityksen estämiseksi.
- Tasapainota irrotusvoimat säätämällä tai lisäämällä irrotustappeja.
- Varmista seosten oikea koostumus hallitsemalla haitallisia elementtejä, kuten Fe.
Ennaltaehkäisy:
- Käytä simulointityökaluja tasapainoisten rakenteiden suunnitteluun.
- Säilytä suuttimen lämpötila tasaisena asianmukaisilla lämmitysjärjestelmillä.
- Tarkkaile seoksen koostumusta säännöllisesti sulatuksen aikana.
Vetäminen ja juottaminen
Määritelmä:
Vedot ovat nauhamaisia naarmuja, jotka aiheutuvat vaurioista tai kitkasta ulostyönnön aikana, kun taas juottaminen tapahtuu, kun sula metalli tarttuu epänormaalisti suuttimeen jättäen materiaalisaostumia.
Syyt:
- Riittämättömät vetokulmat tai alileikkaukset valussa.
- Vaurioituneet tai karkeat muottipesän pinnat.
- Ylikuumentunut sula metalli tai suulakelämpötila.
- Huonolaatuinen muotinirrotusaine tai riittämätön voitelu.
Ratkaisut:
- Kasvata vetokulmia ja poista alileikkaukset.
- Korjaa ja kiillota muottipesä parantaaksesi pinnan karheutta.
- Säädä sulan metallin ja muotin lämpötila optimaalisilla alueilla.
- Käytä korkealaatuisia muotinirrotusaineita ja voitele muotit kunnolla.
Ennaltaehkäisy:
- Optimoi osan suunnittelu oikeilla vetokulmilla.
- Suorita säännöllinen muotin huolto ja kiillotus.
- Valvo ja säädä lämpötiloja ylikuumenemisen estämiseksi.
Rakkuloja
Määritelmä:
Rakkulat ovat valupinnan pullistumia tai kohoumia, jotka aiheutuvat pinnan alle jääneen kaasun laajenemisesta jähmettymisen aikana.
Syyt:
- Huono tuuletusrakenne suuttimessa.
- Muotinirrotusaineiden tai voiteluaineiden liiallinen käyttö.
- Riittämätön sulan metallin kaasunpoisto.
- Ylikuumentunut muotin lämpötila vähentää lujuutta.
Ratkaisut:
- Paranna tuuletusjärjestelmää lisäämällä tuuletus- ja ylivuotokanavia.
- Optimoi muotinirrotusaineiden määrä ja vähennä liiallista käyttöä.
- Suorita asianmukainen kaasunpoistokäsittely sulatuksen aikana.
- Alenna muotin lämpötilaa ongelma-alueilla kaasun paisumisen minimoimiseksi.
Ennaltaehkäisy:
- Varmista tehokkaat tuuletus- ja ylivuotojärjestelmät suuttimessa.
- Säilytä tasaiset suuttimen ja sulan metallin lämpötilat.
- Käytä korkealaatuisia ja oikein levitettyjä muotinirrotusaineita.
Muodonmuutos
Määritelmä:
Muodonmuutosta ilmenee, kun valukappale poikkeaa suunnitellusta muodostaan sisäisten jännitysten tai väärän jäähdytyksen vuoksi.
Syyt:
- Epätasainen seinämän paksuus aiheuttaa epätasaista jähmettymistä.
- Epätasapainoiset poistovoimat.
- Liiallinen sisäinen stressin muodostuminen.
- Huono jäähdytysrakenne.
Ratkaisut:
- Suunnitteluvalut tasapainoisella seinämänpaksuudella.
- Optimoi poistojärjestelmät tasaisen poiston varmistamiseksi.
- Käytä kontrolloituja jäähdytysjärjestelmiä tasaisen kiinteytymisen saavuttamiseksi.
- Vähennä sisäistä rasitusta optimoimalla prosessiparametreja.
Ennaltaehkäisy:
- Suorita simulaatioita ennustaaksesi ja korjataksesi kutistumiskuvioita.
- Tarkasta ja säädä poistomekanismi säännöllisesti.
- Tarkkaile jäähdytysjärjestelmien yhdenmukaisuutta.
Virtausmerkit
Määritelmä:
Virtausjäljet ovat aaltoilevia pintaviivoja tai värimuutoksia, jotka johtuvat epäsäännöllisestä sulan metallin virtauksesta täytön aikana.
Syyt:
- Alhainen ruiskutusnopeus tai paine.
- Kylmän sulan metallin lämpötila.
- Huono muotin lämpötilan säätö.
- Huono porttijärjestelmän suunnittelu.
Ratkaisut:
- Lisää ruiskutusnopeutta ja painetta tasaisen virtauksen varmistamiseksi.
- Nosta sulan metallin ja suulakkeen lämpötila suositellulle tasolle.
- Optimoi muotin lämpötila tasaisen täytön ylläpitämiseksi.
- Suunnittele porttijärjestelmä uudelleen parempaa metallivirtausta varten.
Ennaltaehkäisy:
- Valvo ja pidä oikea lämpötila valun aikana.
- Tarkista ja säädä ruiskutusparametrit säännöllisesti.
- Simuloi virtauskuvioita avainnussuunnittelun optimoimiseksi.
Laminaatiot

Määritelmä:
Laminaatiot ovat kerrosvaurioita, joita syntyy, kun sula metalli ei sulaudu kunnolla, jolloin syntyy heikkoja kerrostettuja alueita.
Syyt:
- Väärä portin sijainti häiritsee metallin tasaista virtausta.
- Epäpuhtaudet sulassa metallissa.
- Kylmäsula metalli tai alhainen suutinlämpötila.
Ratkaisut:
- Suunnittele portti- ja jakojärjestelmät uudelleen virtauskatkosten vähentämiseksi.
- Käytä puhdasta, korkealaatuista sulaa metallia, jossa ei ole epäpuhtauksia.
- Nosta sulan metallin ja muotin lämpötiloja täydelliseen sulatukseen.
Ennaltaehkäisy:
- Puhdista suutinontelo säännöllisesti.
- Optimoi portti- ja ruiskutusjärjestelmät.
- Seuraa ja säädä lämpötiloja jatkuvasti.
Altaat
Määritelmä:
Uppoumat ovat valupinnan painaumia tai syvennyksiä, jotka johtuvat riittämättömästä syötöstä kutistumisen aikana.
Syyt:
- Epätasainen seinämän paksuus, mikä johtaa paikalliseen kutistumiseen.
- Riittämätön jähmettymispaine.
- Huono tuuletus estää oikean ruokinnan.
Ratkaisut:
- Suunnittele valut tasaisella seinämänpaksuudella välttääksesi epätasaisen kutistumisen.
- Lisää pitopainetta jähmettymisen aikana.
- Paranna tuuletusta ruokinnan helpottamiseksi.
Ennaltaehkäisy:
- Suorita lämpöanalyysi suuttimen suunnittelun aikana, jotta vältät kuumia kohtia.
- Tarkkaile ruiskutusparametreja ja paineen tasaisuutta.
Usein kysytyt kysymykset
Mitkä ovat eri painevalutyypit?
Painevalu on valmistusprosessi, jota käytetään metalliosien valmistukseen, joissa on erityyppisiä räätälöityjä materiaaleja, malleja ja sovelluksia varten. Korkea- ja matalapaineista painevalua käytetään yleisesti erittäin tarkoissa osissa, kun taas painovoima- ja tyhjiövalu minimoi viat, kuten huokoisuuden.
Kehittyneet menetelmät, kuten puristusvalu ja hybridi-lisäainevalmistus, parantavat lujuutta, vähentävät vikoja ja lisäävät suunnittelun joustavuutta erikoissovelluksiin.
Voitko selittää painevaluprosessin?
Painevaluprosessiin kuuluu metallin sulattaminen, sen ruiskuttaminen uudelleen käytettävään teräsmuottiin korkeassa paineessa, sen jäähdyttäminen muodon jähmettämiseksi ja sitten valmiin osan poistaminen.
Prosessi on nopea ja tarkka, ja se tuottaa korkealaatuisia osia yksityiskohtaisilla suunnitelmilla, jotka saattavat vaatia vain vähän viimeistelyä.