{kind=link}
{kind=link}
Aluminum die casting lighting parts such as housings, heat sinks, and brackets are the structural and thermal backbone of modern lighting fixtures. Produced via high-pressure injection, these components deliver the precision, heat dissipation, and corrosion resistance required for both compact indoor LEDs and rugged outdoor luminaires.
For engineers and sourcing managers, decisions made during the design stage regarding alloys and finishing directly impact fixture performance, service life, and total cost.
The following guide provides practical insights to help you specify parts with confidence, avoid costly redesigns, and seamlessly transition from concept to high-volume production.
What These Components Include
Aluminum die cast lighting parts span a wide range of shapes and functions. They serve structural, thermal, and aesthetic roles across residential, commercial, industrial, and outdoor lighting assemblies.
Common Part Types in Modern Fixtures
The most frequently specified aluminum lighting fixture parts fall into several categories:
- Housings and enclosures that protect internal electronics, LEDs, and wiring from impact and environmental exposure.
- Heat sinks with finned or pin geometries designed to draw heat away from LED junctions and high temperature power supplies.
- End caps and trim rings that finish the visible edges of recessed or surface-mounted fixtures.
- Mounting bases and hardware brackets used to secure fixtures to poles, ceilings, or walls.
- Lamp shades and reflector bodies that direct light output while contributing to fixture aesthetics.
- Decorative elements such as outdoor coach lights and wall sconce bodies.
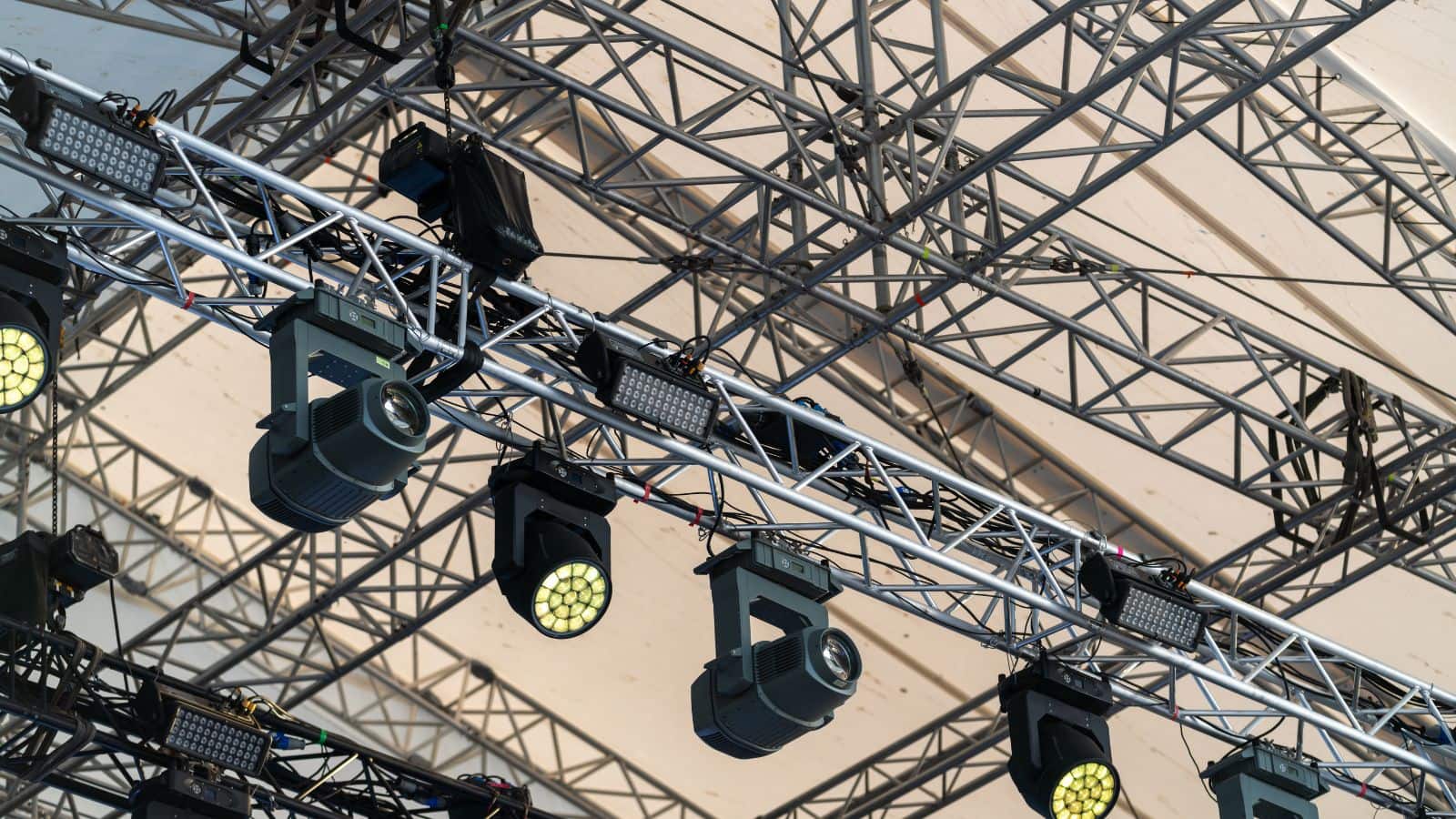
Typical Indoor and Outdoor Applications
Indoor aluminum lighting fixtures include recessed troffers, track light heads, pendant housings, and architectural downlights. Outdoor applications cover street lights, parking garage luminaires, area floodlights, bollard housings, and decorative pole-mounted fixtures. Medical lighting products and high-bay industrial fixtures also rely on aluminum light fixture parts for both heat dissipation and structural integrity.
Why Die Casting Fits Lighting Production
Die casting is one of the most efficient methods for producing aluminum lighting parts at scale. It combines speed, dimensional consistency, and the ability to form complex geometries in a single shot.
Advantages for Complex Shapes and Thin Walls
Die casting excels at producing intricate features that would be expensive or impossible to achieve through machining alone. Thin walls down to approximately 1.0 mm, integrated ribs, bosses, and mounting tabs can all be formed in a single operation. For lighting housings that need internal fin arrays or curved reflective surfaces, precision aluminum die casting reduces the need for secondary assembly.
When It Makes Sense for High-Volume Runs
Tooling for die casting represents a significant upfront investment, often ranging from $15,000 to $100,000 or more depending on part complexity. That cost is amortized across production volume. Once the die is built, the per-piece cost drops quickly, making die casting parts highly economical for runs of 5,000 units and above. For lighting manufacturers producing tens of thousands of identical fixtures per year, die casting is difficult to beat on unit cost and consistency.
Material and Performance Requirements
The right aluminum alloy determines how well a lighting part manages heat, resists weathering, and performs over its expected service life. Alloy selection is not a generic decision; it should match the fixture’s operating conditions.

Aluminum Alloy Selection for Lighting
The most common alloys for die cast lighting parts are A380, A383, and ADC12. Each offers a slightly different balance of castability, strength, and thermal performance.
| Alloy | Tensile Strength (ksi) | Thermal Conductivity (W/m·K) | Key Trait |
|---|---|---|---|
| A380 | ~47 | ~96 | General purpose, good fluidity |
| A383 | ~45 | ~96 | Better for thin walls, less cracking |
| ADC12 | ~46 | ~92 | Widely used in Asia, similar to A383 |
| A413 | ~43 | ~121 | Higher thermal conductivity |
For LED light heat sinks where thermal conductivity is the primary concern, A413 or specialized high-conductivity alloys may be worth the modest cost premium.
Thermal and Electrical Performance
Aluminum’s thermal properties make it a natural fit for LED fixtures, where junction temperatures must stay below manufacturer-specified limits to preserve lumen output and lifespan. A well-designed aluminum heat sink can reduce LED junction temperatures by 20 to 40 degrees Celsius compared with plastic alternatives. Electrical conductivity also matters for grounding paths in lighting housings connected to high temperature power supplies.
Corrosion Resistance for Outdoor Use
Bare aluminum forms a thin oxide layer that provides moderate corrosion resistance. For outdoor lighting enclosures exposed to rain, salt spray, or UV radiation, additional protection is necessary. Powder coating, anodizing, or chromate conversion coatings extend service life significantly. Coastal and industrial environments typically demand the most robust surface treatment stacks.
Design and Quality Factors That Affect Results
Good product design at the earliest stage prevents defects, reduces machining, and ensures die cast parts assemble correctly. Several quality factors deserve close attention.
Product Design for Castability and Assembly
Uniform wall thickness is the single most important design guideline for aluminum die castings. Variations in thickness cause uneven cooling, leading to warping and internal stress. Recommended practice is to keep walls between 1.5 mm and 4.0 mm for most lighting parts.
Draft angles of 1 to 3 degrees on external surfaces help parts eject cleanly from the die. Fillets at interior corners reduce stress concentrations and improve metal flow. Features like hardware brackets and mounting bosses should be integrated into the casting where possible to eliminate separate fasteners.
Managing Porosity and Structural Integrity
Porosity, the presence of small voids caused by trapped gas or shrinkage, is a common concern in die casting. In lighting housings that must be pressure-tight or carry structural loads, porosity can reduce mechanical strength and cause cosmetic defects after finishing.
Control measures include optimizing gate and runner design, adjusting injection speed and pressure, maintaining consistent die temperature, and using vacuum-assisted die casting for critical parts. Impregnation with anaerobic sealant is a secondary option for parts that need leak-tight performance.
Tolerance, Flatness, and Critical Features
Standard die casting tolerances for aluminum typically follow NADCA guidelines, with linear tolerances around ±0.004 inches per inch for the first inch. Flatness on large surfaces may require post-machining if the application demands it. Mating surfaces for lenses, gaskets, or electrical connectors often need precision mold processing and subsequent CNC machining to meet functional requirements.
Secondary Operations and Surface Finishing
As-cast parts frequently need additional work before they are ready for assembly. Secondary operations refine dimensions, add features, and apply protective or decorative coatings.

CNC Machining, Drilling, and Threads
CNC machining is used to bring critical surfaces to tighter tolerances than casting alone can achieve. Common operations include:
- Face milling mating surfaces for flatness and seal integrity.
- Drilling and tapping holes for screws, wiring pass-throughs, and mounting hardware.
- Boring lens seats or reflector openings to precise diameters.
Thread inserts such as Heli-Coils may be added when repeated fastener engagement is expected, since aluminum threads can wear under repeated cycling.
Surface Treatment Options for Appearance and Protection
Aluminum die cast parts accept a broad range of surface treatments:
- Powder coating provides durable color and UV resistance, common for outdoor fixtures.
- Anodizing creates a hard oxide layer; less common on die castings due to alloy silicon content but feasible with specialized processes.
- Electroplating with nickel or chrome adds a bright metallic finish for decorative indoor fixtures.
- Polishing followed by clear coat delivers a reflective appearance.
- Chromate conversion offers corrosion protection as a standalone treatment or a primer for paint.
How Finish Choices Influence Service Life
The right surface finish does more than improve appearance. Powder-coated lighting enclosures in salt-spray testing regularly exceed 1,000 hours before showing signs of corrosion. Uncoated aluminum parts in the same test may begin to pit within 200 hours. For outdoor and coastal installations, investing in a quality finish stack pays for itself many times over by extending replacement intervals.
Moldie: Your Partner for Aluminum Lighting Components
Selecting the right die casting supplier determines your part quality, project timeline, and total landed cost. At Moldiecasting, we don’t just meet the strict standards of the lighting industry—we are built for them. We eliminate the risks associated with scaling production by offering a complete, end-to-end manufacturing solution.
What You Get When Working With Us:
- In-House Tooling & Control: We design and build our molds in-house, ensuring guaranteed tool life and faster lead times (typically 6-8 weeks)
- Complete Process Under One Roof: From multiple die casting machine tonnages to precision CNC machining and premium surface finishing (powder coating, anodizing), we manage the entire value chain so you don’t have to deal with multiple subcontractors.
- Transparent Quality Control: You never have to guess about your parts. We provide comprehensive First-Article Inspections (FAI), X-ray testing for porosity management, dimensional reports, and full material certifications backed by our ISO quality systems.
- Seamless Scalability: Whether you need a 5,000-unit pilot run for a new architectural downlight or are scaling to 100,000+ street fixture housings a year, we have the capacity headroom to grow with your demand without needing to requalify a new supplier.
Ready to Optimize Your Next Lighting Design? Don’t let subpar casting compromise your fixture’s performance or aesthetic. Contact us and let our engineering team review your design for manufacturability (DFM) and help you reduce costs before the first mold is even cut.