{kind=link}
{kind=link}
Engine blocks are among the most structurally demanding components in any internal combustion engine. Getting the casting process right at this level is a major challenge, especially for die casting engine blocks for the complex process of alloy selection, mold engineering, and process control.
This guide covers the key factors involved in sourcing and manufacturing die cast engine-block-related components, including:
- When die casting is the right choice
- What design factors affect manufacturability and tooling complexity
- How material selection influences performance
- What quality control measures help support consistent production
- Which supplier capabilities matter most
Engineers and sourcing teams evaluating a block program will find the process-level detail they need to ask better questions and identify the right manufacturing partner earlier.
Where Die Casting Fits In Engine Block Production
Cast aluminum engines require high structural integrity, dimensional stability, and leak-tight internal passages. These performance requirements place strict demands on casting design, tooling quality, and process control.
The most suitable casting method depends on several factors, including production volume, part geometry, and material requirements. Among the available options, high-pressure die casting (HPDC) offers a distinct process approach, as it is a practical choice for medium- to high-volume programs, where tooling costs can be amortized over a larger number of parts.
For lower-volume projects or components with highly complex internal passages, alternative casting methods, such as those listed in the table below, may provide a more economical solution.
HPDC Compared With Sand Casting and Cast Iron Routes
|
Process
|
Best for
|
Pros
|
Limits
|
|---|---|---|---|
|
HPDC
|
Mid to High-volume aluminum parts
|
Fast cycle, good repeatability, near-net-shape
|
High tooling cost, internal geometry limits
|
|
Sand casting
|
Lower volume, complex internal passages
|
Flexible, lower tooling cost
|
Slower, rougher surface, more machining
|
|
Cast iron casting
|
Heavy-duty/high-load cast iron engine blocks
|
High stiffness and wear resistance
|
Heavier, slower production
|
Key Design Considerations for Die Cast Engine Blocks
The design of an engine block has a direct impact on casting feasibility, tooling complexity, and downstream machining requirements. For die cast parts, factors such as internal passage layout, wall thickness consistency, and mold flow behavior must be evaluated early to reduce production risk and improve overall cost efficiency.
Internal Passages and Functional Geometry
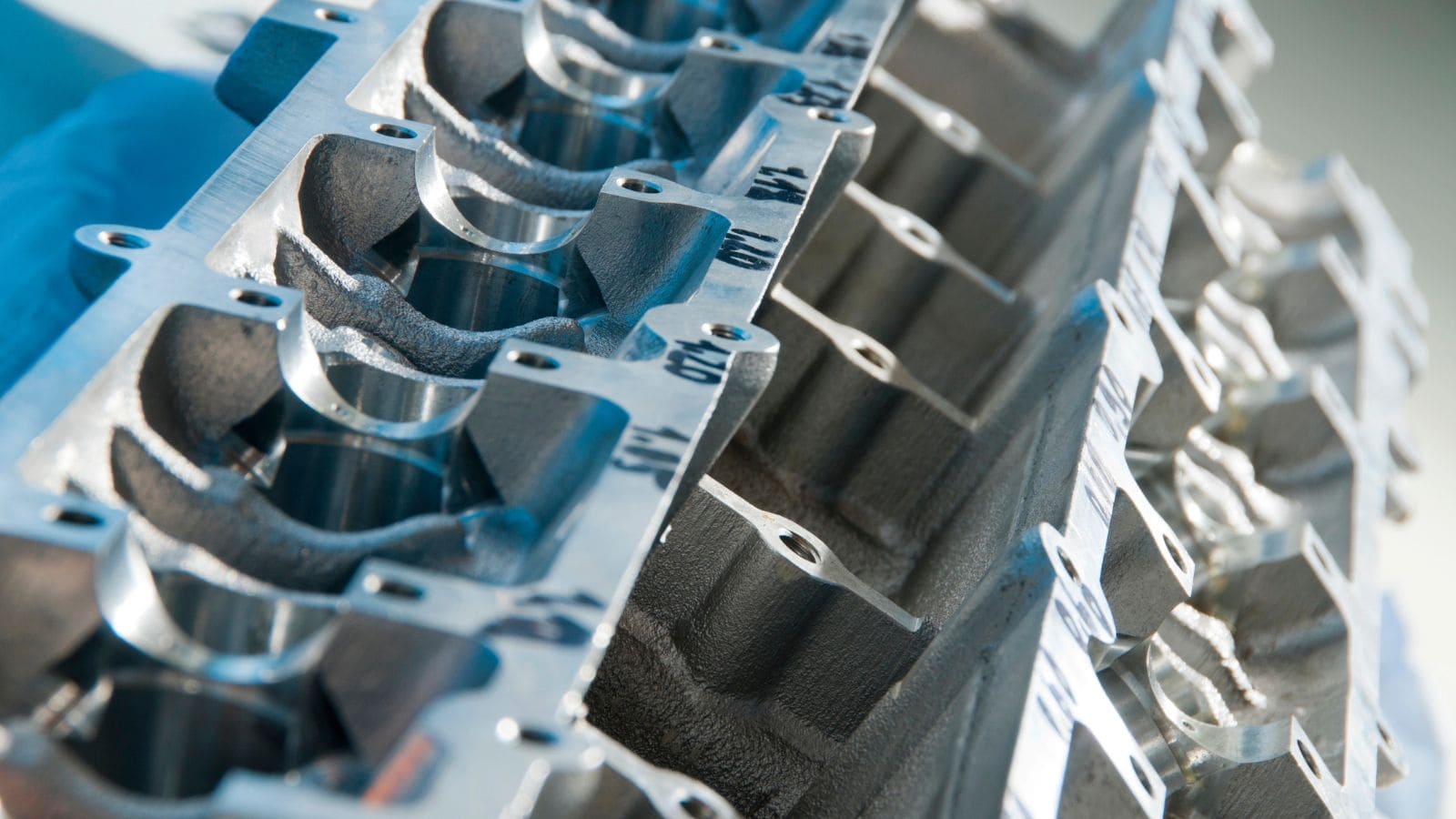
Internal features such as water jackets handling the coolant, oil passages, and cylinder bore interfaces are often among the most challenging parts of an engine block casting. These areas must balance structural strength, thermal performance under high temperatures, and complex geometry within a limited casting envelope.
For die cast components, complex internal routing—sometimes accommodating the crankshaft assembly or cast-in iron liners—can increase tooling difficulty and may require secondary machining processes to meet final functional requirements. Early DFM review and mold flow analysis help confirm whether the design can be produced consistently and economically.
Wall Thickness and Machining Considerations
Wall thickness consistency is one of the most important design factors in high-pressure die casting. Large section changes can increase the risk of shrinkage, distortion, and dimensional variation, especially in structurally demanding parts.
A well-designed casting should also support efficient downstream machining. Near-net-shape production helps reduce excess stock, shorten machining time, and improve material efficiency, but this depends on stable casting dimensions and a practical machining plan from the start.
Mold Flow and Tooling Feasibility
Mold design for complex engine block castings must support balanced filling, effective venting, and reliable part release. If flow behavior is not properly controlled, defects such as porosity, cold shuts, or incomplete filling can affect both part quality and machining performance.
Mold flow simulation is therefore an important part of early project evaluation. It helps identify filling imbalances, air-trap areas, and other production risks before tooling begins, reducing development time and minimizing rework cost.
Alloy Considerations for Engine Block Die Casting
Material selection affects casting performance, part strength, corrosion resistance, and machining efficiency. For die cast engine-block-related components, aluminum alloys are often preferred because they offer a good balance of weight reduction, thermal performance, and production efficiency.

Aluminum Engine Block: Material Benefits and Limits
Aluminum alloys are widely used in automotive castings, especially in passenger car and light truck applications because of its excellent resistance to corrosion from engine coolant and consistant performance under high temperatures.
While some applications explore magnesium, many automotive OEMs have shifted their materials for modern combustion engines to cast aluminum to support weight reduction, heat dissipation, and overall vehicle efficiency.
However, aluminum has lower stiffness and wear resistance than iron. For this reason, material selection should always be matched to the part’s structural and functional requirements. For example, heavy-duty diesel engines still occasionally use iron.
Common Aluminum Alloys for HPDC
|
Alloy
|
Type
|
Key Characteristics
|
|---|---|---|
|
A380 / ADC12
|
Al-Si-Cu
|
High fluidity, widely used for complex high-pressure die cast parts
|
|
A360
|
Al-Si-Mg
|
Better corrosion resistance, suitable for applications with higher environmental demands
|
|
A356 / A357
|
Al-Si-Mg
|
Heat-treatable alloys used where higher mechanical performance is required
|
Among these, A380 and ADC12 are commonly used in high-pressure die casting because of their good casting behavior and suitability for complex geometries. A356 and A357 may be considered when higher strength or heat treatment is required, although they are generally associated with more demanding processing conditions.
Quality Control and Process Validation
For complex die cast parts such as engine-block-related components, quality control is critical to reducing production risk and ensuring reliable downstream machining and assembly. Common issues may include porosity, cold shuts, and dimensional variation, all of which can affect structural performance, sealing, and overall consistency.
Common Quality Risks in Die Casting
Porosity, incomplete filling, and dimensional instability are among the most common concerns in complex aluminum die castings. These issues can affect mechanical strength, leak tightness, and machining performance if they are not controlled early in tooling and process development.
To reduce these risks, suppliers typically rely on mold flow analysis, stable process parameters, and trial validation before full production begins. The goal is not only to identify visible defects, but also to ensure repeatable part quality across the entire production run.
Leak Testing and Non-Destructive Inspection
For components with internal passages for coolant or oil, leak testing is an important part of quality assurance. Pressure testing helps confirm that critical passages are properly formed and sealed before the part moves into assembly or shipment.
Non-destructive inspection methods such as X-ray can also be used to evaluate internal casting quality without cutting the part open. These methods help identify internal porosity and support process validation, especially during tooling trials and early production stages.
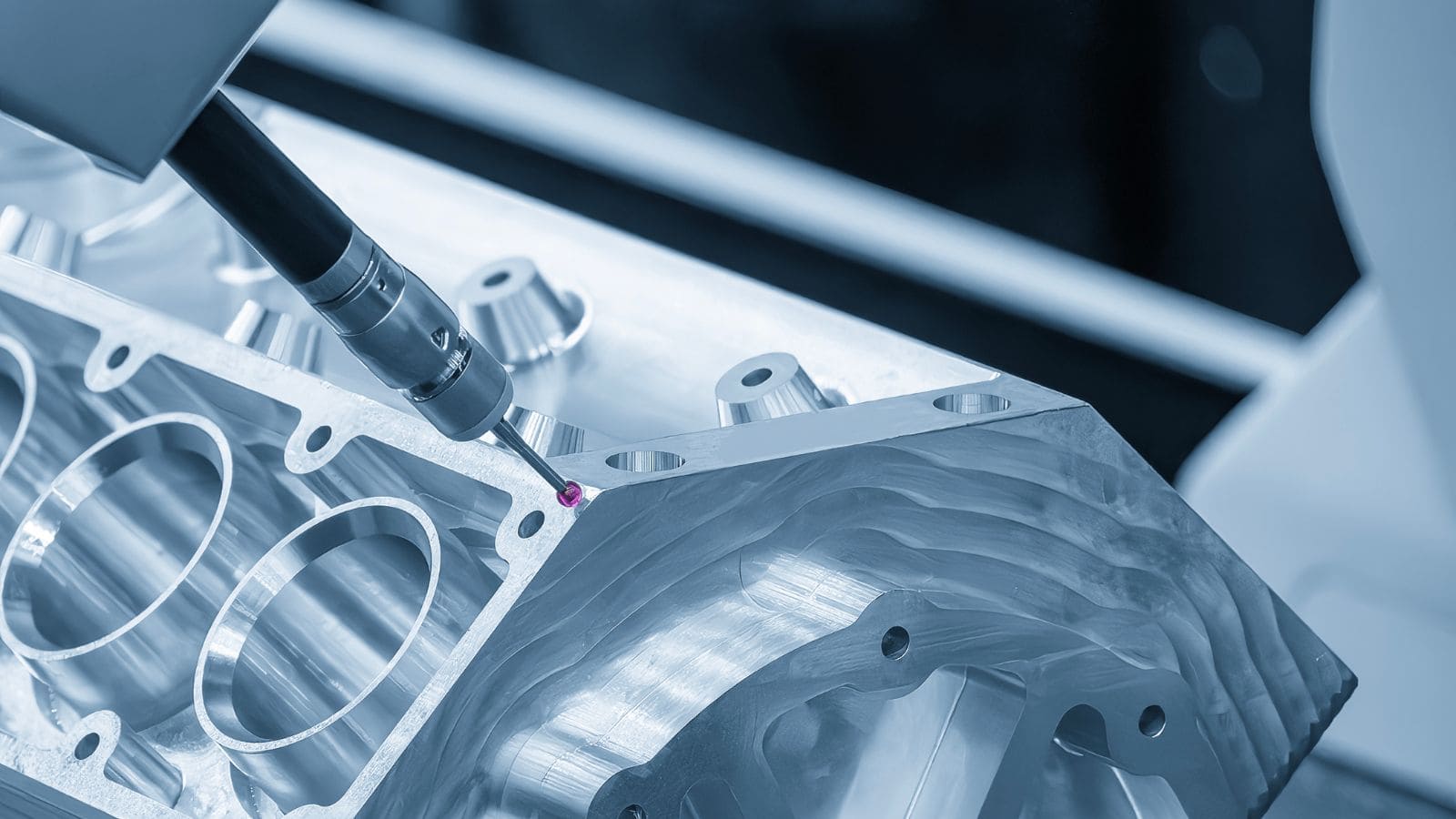
Dimensional Inspection and Post-Cast Verification
Dimensional consistency is essential for parts that require secondary machining or tight assembly tolerances. CMM inspection is commonly used to verify critical features and confirm that the casting remains within specification after tooling trials and process adjustments.
For more complex surfaces or contoured features, 3D scanning can provide additional support during validation. Combined with clear inspection reporting, these methods help detect dimensional deviation early and improve confidence before mass production.
What Supplier Capabilities Are Needed
Not every die casting supplier is equipped to support complex structural components. For engine-block-related projects, supplier capability should cover more than casting alone. Tooling development, process validation, machining support, and quality inspection all need to work together as part of one coordinated manufacturing system.
Tooling Engineering and Mold Flow Support
A capable supplier should be able to support the project from the tooling stage, including DFM review, mold design, and mold flow analysis. Early mold flow simulation helps identify potential filling imbalance, air-trap risk, and other manufacturability issues before tooling is built, which can reduce development delays and unnecessary rework.
Integrated CAD/CAM/CAE capability also helps improve communication between part design, mold manufacturing, and later machining operations. This is especially important for complex castings that require close coordination between tooling accuracy and downstream dimensional control.
Inspection, Machining, and Production Support
For critical cast components, it is beneficial to work with a supplier that can combine casting, inspection, and secondary machining within the same production system. This helps reduce transfer risk, improve traceability, and shorten response time when process adjustments are needed.
In-house post production CNC machining, dimensional inspection, and quality reporting are particularly valuable for projects with tight tolerances or functional sealing requirements. Additional finishing or assembly support can also simplify the supply chain for customers managing multi-step programs.
What to Prepare Before RFQ
Before sending a quote for a die cast engine block project, it helps to prepare the key technical and commercial information in advance. This allows the supplier to evaluate feasibility more accurately and provide a more efficient quotation.
Typical RFQ information may include:
- 2D drawings and 3D CAD files
- Material or alloy requirements
- Annual volume estimates
- Machining requirements
- Leak-tightness or structural performance requirements
- Inspection and documentation requirements
- Project timeline and target delivery expectations
If needed, Moldiecasting can support customers with early-stage DFM review, mold flow analysis, tooling development, machining, and inspection to help move the project from concept to production more efficiently.
Start Your Die Casting Project With Moldiecasting
Moldiecasting supports customers with integrated die casting services, including DFM review, mold flow analysis, tooling, machining, and inspection. For complex engine-block-related castings and other structural aluminum components, early engineering support can help reduce development risk and improve production efficiency.
If you have drawings, performance requirements, or annual volume targets ready, our team can help evaluate project feasibility and quotation details. Visit moldiecasting.com to send your inquiry and discuss your engine block manufacturing project with Moldie.