{kind=link}
{kind=link}
As rail networks modernize, the rail industry faces a tough challenge: sourcing parts that balance lightweight design, extreme durability, and cost-effectiveness at scale. By injecting molten aluminum or zinc into precision steel dies, die casting solves this by producing complex, tight-tolerance railway components with minimal secondary machining.
Why Die Casting Fits Modern Rail Applications

The modern railway industry demands components that balance mass reduction, longevity, and dimensional precision. While fabricated steel assemblies work for low-volume production, die casting becomes the superior choice once volumes rise above a few hundred units. It directly addresses the core priorities of rail equipment programs through:
- Significant Lightweighting: Aluminum die castings weigh 60 to 75% less than equivalent steel fabrications. This mass reduction directly translates to lower energy consumption (for acceleration and braking) and reduced track infrastructure wear over a train’s lifecycle.
- Vibration and Fatigue Resistance: The rapid solidification process in die casting creates a fine-grained microstructure. Combined with specific alloy selection and heat treatments, these parts excel at resisting the constant vibration, thermal cycling, and moderate impact loads typical in rail environments.
- Precision and Part Consolidation: Die casting handles complex geometries—such as internal ribs, bosses, and thin walls—in a single operation. This ensures repeatable geometry from the first piece to the ten-thousandth, while eliminating fixture-intensive welding and reducing the need for secondary finish machining.
- Lower Total Cost at Scale: By casting features directly into the part and delivering a quality surface finish straight from the die, the process significantly reduces assembly steps and lowers the per-unit cost for high-volume fleets.
Core Processes Used for Railway Die Casting
No single casting process covers every railway application. The best choice depends on part geometry, required mechanical properties, volume, and budget. Below is a breakdown of the primary die casting processes and the situations where investment casting or sand casting may be the better path.
Pressure Die Casting and High-Volume Production
Pressure die casting, also called high-pressure die casting (HPDC), forces molten metal into a steel die at pressures typically between 1,500 and 25,000 psi. Cycle times are short, often under a minute for small-to-medium parts.
This metal casting process is your best fit when you need:
- Thousands or tens of thousands of identical parts
- Thin walls (as low as 1.5 mm for aluminum)
- Tight tolerances with minimal post-machining
- Good surface finish for visible interior hardware
Common railway uses include seat bases, armrest brackets, lighting housings, and electrical connector shells. The main limitation is porosity: trapped gas can reduce mechanical properties, which makes HPDC less suitable for safety-critical structural parts without additional process controls.
Gravity Die Casting for Structural and Medium-Volume Parts
Gravity die casting, sometimes called permanent mold casting, relies on gravity rather than high pressure to fill a reusable metal mold. Fill rates are slower, but the resulting castings tend to have lower porosity and better mechanical properties than HPDC parts.
This process suits medium-volume railway components that require:
- Higher strength and ductility
- Moderate geometric complexity
- Wall sections thicker than typical HPDC ranges
Brackets, motor housings, and structural sub-assemblies for bogies are common applications. Tooling costs are lower than for pressure die casting, making gravity die casting practical at volumes as low as a few hundred pieces.
Vacuum Die Casting for Higher Integrity Components
Vacuum die casting evacuates air from the die cavity before injection. This reduces gas porosity and produces die castings with improved density and mechanical performance.
When a railway component must meet stringent safety or fatigue requirements but still needs the productivity of a die casting process, vacuum die casting bridges the gap. Typical applications include structural brackets and suspension-related parts where porosity-related failure is not acceptable.
The trade-off is higher tooling and process cost compared to standard HPDC. It is justified when the part’s service environment demands it.
When Investment Casting or Sand Casting Is the Better Choice
Not every railway part belongs in a die. Here is a quick comparison:
| Factor | Die Casting | Investment Casting | Sand Casting |
|---|---|---|---|
| Volume sweet spot | 1,000+ units | 10–5,000 units | 1–500 units |
| Geometric complexity | High | Very high | Moderate |
| Surface finish | Good to excellent | Excellent | Moderate |
| Alloy flexibility | Al, Zn, Mg primarily | Wide (steel, stainless, superalloys) | Very wide |
| Tooling cost | High | Moderate | Low |
Materials and Performance Criteria of Railway Systems
Material selection drives the performance ceiling for any railway casting. The alloy must satisfy mechanical loads, environmental exposure, and life cycle economics simultaneously.
Why Aluminum Casting Leads in Rail Applications
Aluminum alloys, particularly A356 and A380, dominate die casting for railway components for several reasons:
- Low density (roughly one-third of steel) for meaningful weight savings
- Good corrosion resistance without heavy coatings in most rail environments
- Thermal conductivity that helps manage heat in electrical enclosures and motor housings
- Excellent castability for thin-walled, complex shapes
For parts that need higher strength, A356-T6 (heat-treated) provides yield strengths above 200 MPa while maintaining good ductility.
Strength, Corrosion, and Wear Considerations
Railway components face moisture, road salt spray, vibration, and temperature swings. Your material and surface treatment strategy should address:
- Corrosion resistance: Anodizing or chromate-free conversion coatings extend aluminum’s natural oxide protection.
- Wear resistance: For parts in sliding or rotating contact, hard-anodized surfaces or steel inserts within an aluminum casting can handle abrasion.
- Fatigue life: Vacuum die cast or gravity-cast parts with lower porosity outperform standard HPDC parts in cyclic loading.
Zinc alloys (Zamak series) are another option when you need higher hardness and wear resistance in smaller components like latches, levers, and connector housings.
Recyclability and Lifecycle Assessment
Aluminum is fully recyclable, and recycled aluminum requires roughly 5 percent of the energy needed to produce primary metal. This is significant for lifecycle assessment (LCA) calculations that transit agencies and freight operators increasingly require.
A die casting process that minimizes scrap and uses recycled feedstock can substantially lower the embodied carbon of railway components. When evaluating suppliers, ask for data on recycled content and energy sourcing. These numbers feed directly into fleet-level sustainability reporting.
Typical Components Produced for Railway Sector
Die casting and related metal casting processes cover a wide spectrum of railway equipment. The components below represent the most common categories.
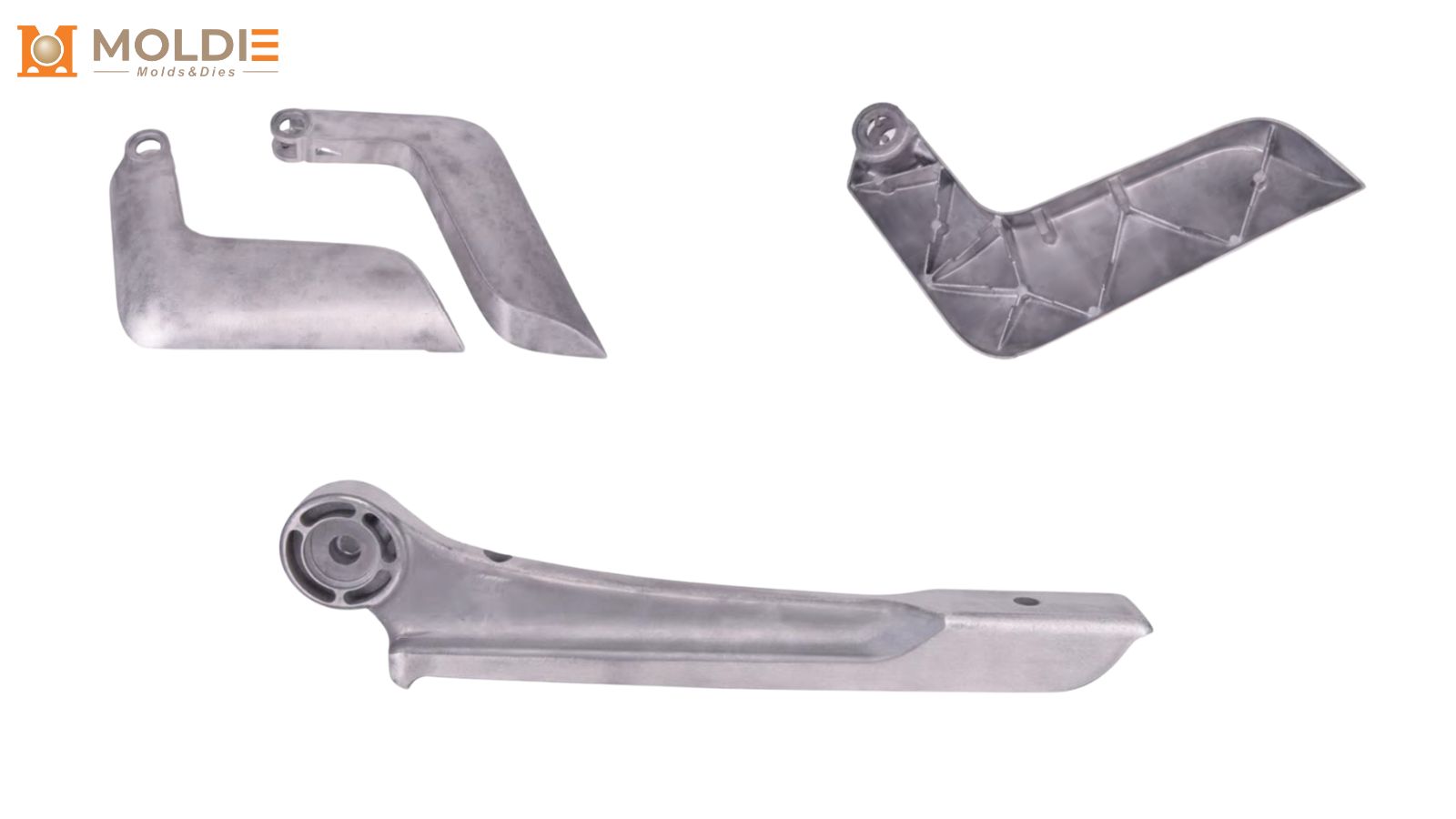
Bogie Frames, Underframe Parts, and Draft Gear
Large structural components such as complete bogie frames are typically sand cast in steel or ductile iron due to size and load requirements. Smaller bogie sub-components, crossmember brackets, and draft gear housings can be produced through gravity die casting or vacuum die casting in aluminum when weight savings justify it.
Key parts in this category include:
- Side frame mounting brackets
- Bolster sub-assemblies
- Draft gear pocket liners
- Spring seat retainers
These railway casting parts require close attention to fatigue life and dimensional stability over millions of load cycles.
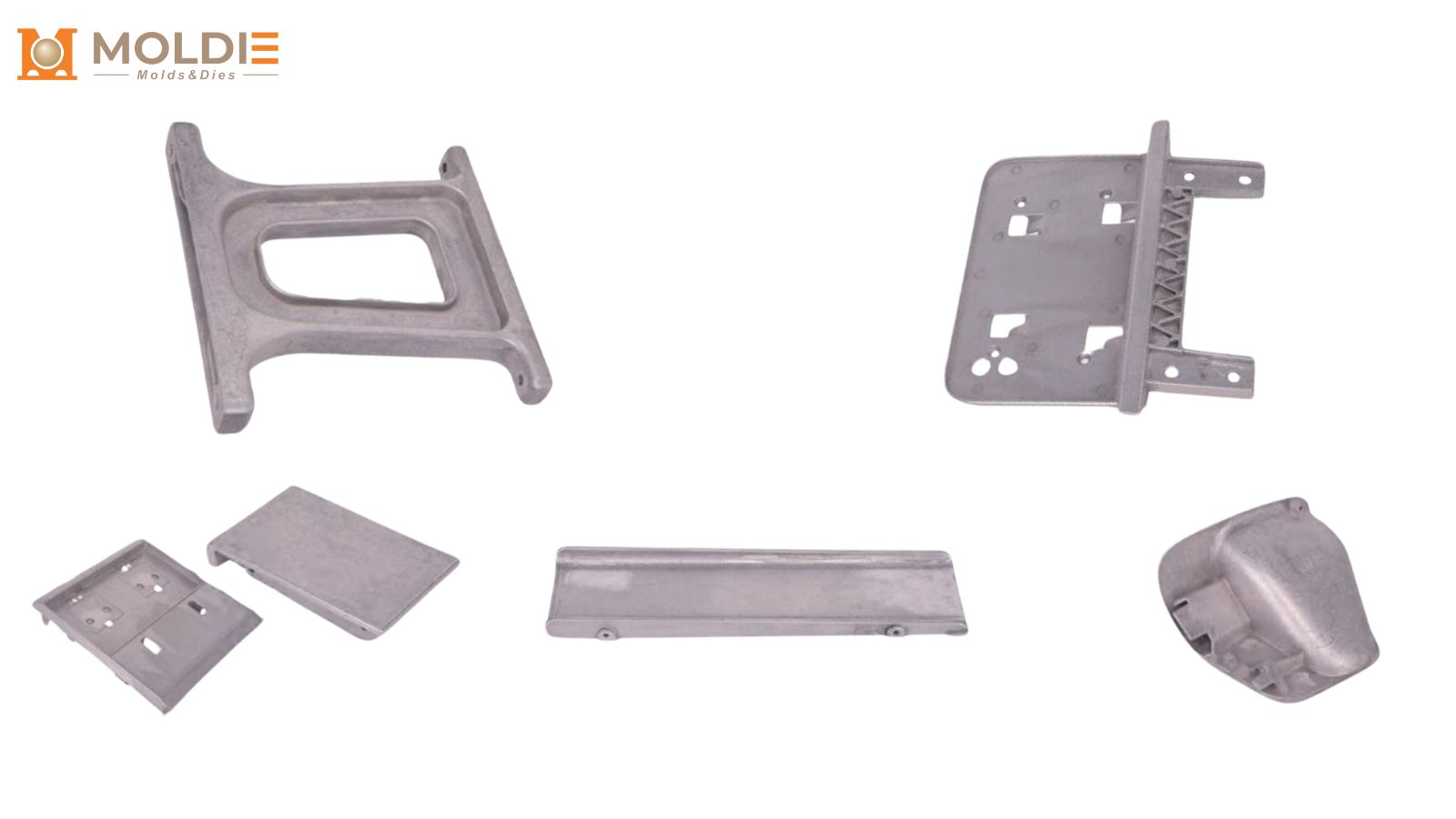
Seat Bases, Housings, and Interior Hardware
Passenger rail interiors rely heavily on pressure die cast aluminum for:
- Seat frame bases and armrest supports
- Overhead luggage rack brackets
- Door mechanism housings
- HVAC duct connectors and grilles
Production volumes for a single transit car fleet can reach thousands of identical parts, making HPDC the cost-effective choice. Smooth surface finishes reduce secondary finishing steps before painting or powder coating.
Electrical Connectors and Equipment Enclosures
Railway electrical systems demand housings that shield sensitive electronics from vibration, moisture, and electromagnetic interference. Die cast aluminum and zinc enclosures provide:
- Consistent wall thickness for EMI shielding
- Integrated mounting bosses and cable routing features
- Good thermal dissipation for power electronics
Connectors, junction boxes, relay housings, and signal amplifier enclosures are standard applications. Tight tolerances from the die casting process ensure reliable gasket sealing without extensive machining.
Why Partner with Moldiecasting for Your Railway Projects?
- Comprehensive Casting Options: We offer High-Pressure (HPDC), Gravity, and Vacuum Die Casting to match your specific volume, strength, and porosity requirements.
- Lightweight Materials: Expertise in high-performance aluminum (A356, A380) and zinc alloys to reduce vehicle mass without sacrificing integrity.
- End-to-End Manufacturing: From initial DFM and custom tooling to precision CNC machining and surface treatments, we deliver ready-to-assemble parts with global supply chain.
- Rail-Grade Quality Assurance: We ensure compliance with strict rail standards using in-house X-ray/CT scanning, ultrasonic testing, and CMM dimensional checks.
Ready to optimize your railway components? [Contact the Moldiecasting engineering team today] to discuss your project, get DFM feedback, or request a custom quote.