{kind=link}
{kind=link}

Ինչ է բարձր ճնշման ձուլումը:
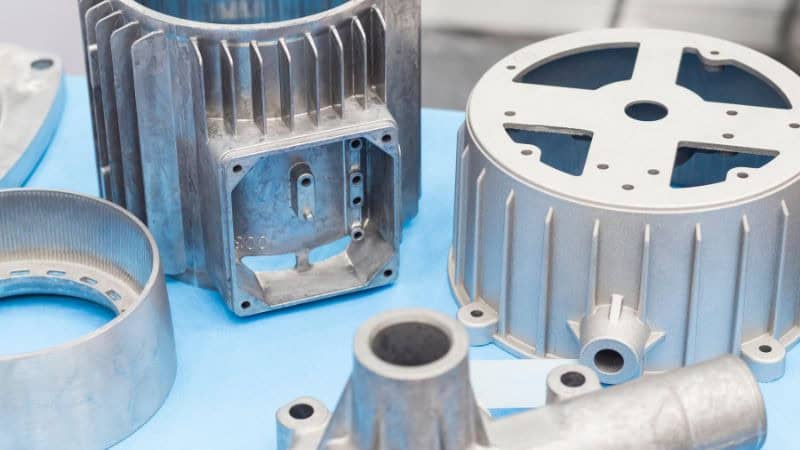
Բարձր ճնշման ձուլումը (HPDC) արտադրական գործընթաց է, որն օգտագործվում է մետաղական մասեր արտադրելու համար՝ հալած մետաղը պողպատե ձուլվածքի կամ ձուլվածքի մեջ բարձր ճնշման տակ ներարկելու միջոցով: Այս գործընթացը լայնորեն օգտագործվում է բարդ և ճշգրիտ բաղադրիչներ ստեղծելու համար՝ գերազանց մակերևույթի հարդարման և չափերի ճշգրտությամբ:
Բարձր ճնշման ձուլումը հիմնականում հոմանիշ է ավանդական ձուլում, քանի որ այն ներկայացնում է արդյունաբերության մեջ օգտագործվող ստանդարտ բարձր ճնշման մեթոդը: Հիմնական տարբերությունները կայանում են տարբեր նյութերի և արտադրության պահանջները բավարարելու համար օգտագործվող հատուկ տեխնիկայի և տատանումների մեջ:
Նախորդ հոդվածում մենք ներկայացրել ենք ձուլման հակիրճ ակնարկ: Այս հոդվածում մենք ավելի խորությամբ կուսումնասիրենք գործընթացը՝ ընդլայնելով ձեր հասկացողությունը դրա բարդությունների և կիրառությունների մասին:
Ինչ է HPDC գործընթացը
HPDC-ի գործընթացը սկսվում է մանրակրկիտ ձուլվածքի պատրաստմամբ, որտեղ կաղապարը մաքրվում է, ստուգվում է թերությունների համար և պատվում է քսանյութով՝ ջերմաստիճանը կարգավորելու և ձուլման հեռացումը հեշտացնելու համար:
Այնուհետև ձողը նախապես տաքացվում է մետաղի պատշաճ հոսքն ու ամրացումն ապահովելու համար: Ներարկման փուլում հալած մետաղը լցվում է թաղանթի մեջ, որը միացված է ձուլվածքի խոռոչին և բարձր ճնշման տակ դրվում կաղապարի մեջ, որը սովորաբար տատանվում է 1500-ից մինչև 25400 psi (10-ից 175 ՄՊա):
Այս բարձր ճնշման ներարկումն ապահովում է մետաղի լցնում կաղապարը, նույնիսկ բարդ ձևերով կամ բարակ պատերով հատվածներով: Քանի որ մետաղը արագորեն ամրանում է սառը մակերևույթի հետ շփվելիս, ճնշումը պահպանվում է ծակոտկենությունը նվազագույնի հասցնելու և չափերի ճշգրտությունն ապահովելու համար:
Ամրապնդվելուց հետո ձուլակտորների կեսերը բաժանվում են, և ձուլվածքը դուրս է մղվում՝ օգտագործելով արտամղիչ կապում: Այնուհետև մասը կտրվում է, որպեսզի հեռացնեն ավելորդ նյութերը, ինչպիսիք են ցողունները, վազորդները և ֆլեշը: Թափահարման վերջին քայլում մետաղի մնացած ջարդոնն առանձնացվում է ձուլվածքից՝ հաճախ օգտագործելով մամլիչի մեջ հատուկ կտրվածք: Այս գրությունը սովորաբար վերամշակվում է հալման միջոցով:
Որո՞նք են բարձր ճնշման ձուլման տեսակները:
Բարձր ճնշման ձուլումը (HPDC) կարելի է դասակարգել տարբեր տեսակների` հալված մետաղը ձուլվածքի մեջ ներարկելու մեթոդի հիման վրա: HPDC-ի երկու հիմնական տեսակներն են տաք խցիկի ձուլում և սառը խցիկի ձուլում.
Hot Chamber Die Casting
Տաք խցիկի ձուլման ժամանակ մետաղը հալեցնում են վառարանում, որը ձուլման մեքենայի մաս է կազմում: Այնուհետև հալած մետաղը ներարկվում է մատրիցի խոռոչ՝ օգտագործելով մխոց և սագի պարանոց: Այս մեթոդը արդյունավետ է ցածր հալման կետ ունեցող մետաղների համար:
Այն սովորաբար օգտագործվում է հալման ավելի ցածր ջերմաստիճան ունեցող համաձուլվածքների համար, ինչպիսիք են ցինկը, մագնեզիումը և կապարը:
Գործընթացն ավելի արագ է ընթանում, քանի որ մետաղը պետք չէ տեղափոխել արտաքին վառարանից՝ նվազեցնելով ձուլման ցիկլի ժամանակը:
Այնուամենայնիվ, այն հարմար չէ բարձր հալման ջերմաստիճան ունեցող մետաղների համար, քանի որ դրանք կարող են վնասել մեքենայի բաղադրիչները, ինչպիսիք են սագի պարանոցը և վարդակը:
Cold Chamber Die Casting
Սառը խցիկի ձուլման ժամանակ մետաղը հալեցնում են առանձին վառարանում, այնուհետև լցնում ձուլման մեքենայի մեջ: Հալած մետաղը ներարկվում է մսի խոռոչի մեջ՝ օգտագործելով մխոց:
Այս մեթոդը իդեալական է ավելի բարձր հալման կետ ունեցող մետաղների համար, ինչպիսիք են ալյումինը, արույրը և որոշ մագնեզիումի համաձուլվածքներ:
Այն կարող է կարգավորել բարձր հալման կետով մետաղներ, որոնք հարմար չեն տաք խցիկի գործընթացների համար:
Հալած մետաղը վառարանից մեքենա տեղափոխելու լրացուցիչ քայլը կարող է դանդաղեցնել գործընթացը՝ համեմատած տաք խցիկի ձուլման հետ:
Որո՞նք են բարձր ճնշման ձուլման առավելությունները:

Բարձր ճնշման ձուլման (HPDC) առավելությունները հիմնված են բարձրորակ, բարդ մետաղական բաղադրիչներ արդյունավետ արտադրելու ունակության վրա:
Արտադրության բարձր տեմպեր
- Գործընթացի արագությունըHPDC-ն օգտագործում է բարձր ճնշում՝ ձուլվածքի մեջ հալած մետաղ ներարկելու համար, ինչը թույլ է տալիս արագ լցնել և արագ ամրացնել: Այս արագությունը շատ կարևոր է զանգվածային արտադրության համար, ինչը արտադրողներին հնարավորություն է տալիս կարճ ժամանակում արտադրել մեծ քանակությամբ մասեր:
Չափերի ճշգրտություն և ճշգրտություն
- Վերահսկվող գործընթացԲարձր ճնշումը երաշխավորում է, որ հալած մետաղը լցնում է կաղապարի յուրաքանչյուր խորշը, ինչի արդյունքում մասերը ստանում են հետևողական չափսեր և բարձր ճշգրտություն: Սա նվազեցնում է լրացուցիչ մշակման կամ հարդարման անհրաժեշտությունը՝ խնայելով և՛ ժամանակը, և՛ ծախսերը:
Բարդ ձևեր և բարակ պատեր
- Բարձր ճնշման ներարկումԲարձր ճնշման տակ մետաղ ներարկելու ունակությունը թույլ է տալիս ստեղծել բարդ ձևեր և բարդ մանրամասներ, որոնք դժվար կլինի հասնել ձուլման այլ մեթոդներով: Բացի այդ, այն հնարավորություն է տալիս արտադրել բարակ պատերով բաղադրիչներ, որոնք կարող են լինել մինչև 1 մմ բարակ, ինչը նպաստում է վերջնական արտադրանքի քաշի նվազմանը:
Հարթ մակերեսի ավարտ
- Կաղապարի և գործընթացի որակըԳործընթացը արտադրում է հարթ մակերեսով բաղադրամասեր, որոնք ուղղակիորեն դուրս են գալիս կաղապարից, ինչը իդեալական է էսթետիկ գրավչություն կամ մակերևույթի լրացուցիչ մշակումներ պահանջող կիրառությունների համար, ինչպիսին է էլեկտրալվացումը: Սա նվազագույնի է հասցնում երկրորդական հարդարման գործընթացների անհրաժեշտությունը:
Նյութերի արդյունավետություն և թափոնների կրճատում
- Նվազագույն նյութական կորուստHPDC-ն գրեթե ցանցի ձևի գործընթաց է, ինչը նշանակում է, որ այն արտադրում է մասեր, որոնք մոտ են իրենց վերջնական չափերին, այդպիսով նվազագույնի հասցնելով նյութերի թափոնները՝ համեմատած ավանդական մեքենայական մեթոդների հետ, որոնք ներառում են ավելորդ նյութերի հեռացում:
Բազմակողմանիություն գունավոր մետաղների հետ
- Նյութի ճկունությունHPDC-ն համատեղելի է գունավոր մետաղների լայն տեսականիով, ներառյալ ալյումինը, ցինկը և մագնեզիումը: Այս բազմակողմանիությունը թույլ է տալիս արտադրողներին ընտրել նյութեր՝ հիմնվելով կիրառման հատուկ պահանջների վրա, ինչպիսիք են քաշը, ուժը և կոռոզիոն դիմադրությունը:
Երկարակյաց մեռնում
- Երկար կյանքHPDC-ում օգտագործվող ձուլակտորները պատրաստված են դիմացկուն նյութերից և կարող են դիմակայել գործընթացում ներգրավված բարձր ճնշմանն ու ջերմաստիճանին: Այս երկարակեցությունը թույլ է տալիս ձուլակտորները կրկին օգտագործել արտադրական բազմաթիվ ցիկլերի համար՝ ժամանակի ընթացքում նվազեցնելով մեկ միավորի արժեքը:
Որո՞նք են բարձր ճնշման ձուլման թերությունները:
Բարձր ճնշման ձուլումը (HPDC) ունի մի քանի թերություններ, որոնք կարող են ազդել որոշակի կիրառությունների համար դրա համապատասխանության վրա: Ահա հիմնական թերությունները.
Գործիքների սկզբնական բարձր ծախսերHPDC-ի տեղադրման և գործիքավորման ծախսերը զգալի են բարդ և ճշգրիտ կաղապարների անհրաժեշտության պատճառով: Սա տնտեսապես կենսունակ է դարձնում այն հիմնականում մեծ ծավալների արտադրության համար, քանի որ սկզբնական ներդրումները բաշխված են մեծ թվով մասերի վրա:
Ծակոտկենության հարցերԱրագ սառեցումը և բարձր ճնշման ներարկումը կարող են հանգեցնել ձուլման մասերի ծակոտկենության: Ծակոտկենությունը, որը փոքր օդային գրպանների կամ դատարկությունների առկայությունն է, կարող է վտանգել բաղադրիչների մեխանիկական հատկությունները և կառուցվածքային ամբողջականությունը: Այս խնդիրը պահանջում է գործընթացի զգույշ վերահսկողություն՝ թերությունները նվազագույնի հասցնելու համար:
Նյութական սահմանափակումներHPDC-ն սովորաբար սահմանափակվում է գունավոր մետաղներով, ինչպիսիք են ալյումինը, ցինկը և մագնեզիումը: Գործընթացը այնքան էլ հարմար չէ սեւ մետաղների համար՝ դրանց հալման ավելի բարձր կետերի և կաղապարների վրա առաջացած մաշվածության պատճառով:
Դիզայնի սահմանափակումներԳործընթացը ենթադրում է որոշակի նախագծային սահմանափակումներ, մասնավորապես՝ ձգվող անկյունների, պատերի հաստության և բաժանման գծերի առումով: Այս սահմանափակումները կարող են պահանջել լրացուցիչ դիզայնի կրկնություններ և կարող են սահմանափակել այն մասերի բարդությունը, որոնք կարող են արտադրվել:
Հարմար չէ ցածր ծավալով արտադրության համարԳործիքավորման և տեղադրման հետ կապված բարձր ծախսերի պատճառով HPDC-ն ծախսարդյունավետ չէ ցածր ծավալների արտադրության համար: Գործընթացը լավագույնս հարմար է լայնածավալ արտադրության համար, որտեղ ծախսերը կարող են ամորտիզացվել մեծ թվով միավորների համար:
Բնապահպանական նկատառումներԲարձր ճնշման մեքենաների և հալման վառարանների օգտագործումը HPDC-ում զգալի էներգիա է սպառում և կարող է արտանետումներ առաջացնել: Շրջակա միջավայրի վրա ազդեցությունը մեղմելու համար էական նշանակություն ունեն կայուն պրակտիկան, ինչպիսիք են մետաղի ջարդոնի վերամշակումը և էներգիայի օգտագործման օպտիմալացումը:
Կաղապարի նախագծման նկատառումները HPDC-ում
Բարձր ճնշման ձուլման համար կաղապարներ նախագծելիս պետք է հաշվի առնել երեք հիմնական ասպեկտներ՝ խոռոչի և միջուկի դասավորությունը, հովացման ներարկման համակարգերի արդյունավետությունը և կաղապարի համապատասխան նյութերի ընտրությունը:
Խոռոչ և կորիզ
Խոռոչը և միջուկը կաղապարի երկու հիմնական հատվածներն են: Խոռոչը այն խոռոչ մասն է, որտեղ լցվում է հալած մետաղը, մինչդեռ միջուկը կազմում է ձուլման ներքին երկրաչափությունը: Կարևոր է ապահովել, որ խոռոչը և միջուկը նախագծված են բարձր ճնշումներին դիմակայելու համար՝ առանց դեֆորմացման:
Հավասարակշռված խոռոչի և միջուկի նախագծումը կարևոր է ճշգրիտ և բարդ մասերի արտադրության համար: Դուք պետք է հաշվի առնեք այնպիսի գործոններ, ինչպիսիք են պատի հաստությունը, բաժանման գծերը և ձգվող անկյունները, որպեսզի հեշտացնեք վերջնական ձուլվածքի հեռացումը:
Սառեցման համակարգեր
Պատշաճ սառեցումը էական նշանակություն ունի ձուլման գործընթացի արդյունավետության և որակի համար: Սառեցման համակարգերը օգնում են արագորեն ամրացնել հալած մետաղը, դրանով իսկ նվազեցնելով ցիկլի ժամանակը և բարելավելով արտադրողականությունը:
Սառեցման ալիքները հաճախ ինտեգրվում են կաղապարի մեջ՝ ջերմաստիճանը վերահսկելու համար: Արդյունավետ սառեցման համակարգերը օգնում են նվազեցնել ջերմային սթրեսը և կանխել վերջնական արտադրանքի թերությունները: Սառեցման ալիքների կանոնավոր սպասարկումը շատ կարևոր է, որպեսզի խուսափենք ցանկացած խցանումից, որը կարող է ազդել հովացման աշխատանքի վրա:
Կաղապարային նյութեր
Կաղապարի համար ճիշտ նյութեր ընտրելը շատ կարևոր է դրա երկարակեցության և աշխատանքի համար: Կաղապարը պետք է կարողանա դիմանալ բարձր ճնշմանը, բարձր ջերմաստիճանին և շարունակական ցիկլերին՝ առանց զգալի մաշվածության:
Որպես կանոն, կաղապարները պատրաստվում են պրեմիում, ջերմակայուն պողպատից: Կաղապարի նյութի ընտրությունը ազդում է ձուլման ընդհանուր արժեքի, ամրության և որակի վրա: Բարձրորակ նյութերում ներդրումներ կատարելը կարող է ժամանակի ընթացքում նվազեցնել պարապուրդի և պահպանման ծախսերը:
Որո՞նք են բարձր ճնշման ձուլման կիրառությունները:

Ավտոմոբիլային արդյունաբերությունHPDC-ն հաճախ օգտագործվում է շարժիչի բաղադրիչներ, փոխանցման տուփեր և այլ կարևոր մասեր արտադրելու համար՝ շնորհիվ իր բարձր ճշգրտության և հուսալիության:
ԱվիատիեզերքՕդանավերի թեթև և դիմացկուն մասերը, ներառյալ կառուցվածքային բաղադրիչները և պատյանները, կարող են պատրաստվել այս մեթոդով:
ԷլեկտրոնիկաՋերմային լվացարանները, պարիսպները և այլ էլեկտրոնային մասերը օգտվում են HPDC-ի կողմից տրամադրված բարձր ճշգրտությունից և մակերեսի գերազանց ավարտից:
Սպառողական ապրանքներԷլեկտրական գործիքների պատյանները և խոհանոցային սարքերի մասերը նույնպես պատրաստված են բարձր ճնշման ձուլման միջոցով՝ մանրամասն և ամուր դիզայնի հասնելու համար:
Որո՞նք են ձուլման նորարարական մեթոդները, քան HPDC-ն:
Ի լրումն ավանդական բարձր ճնշման ձուլման մեթոդների, ի հայտ են եկել մետաղի ձուլման մի քանի նորարարական տեխնիկա՝ գործընթացը բարելավելու և կոնկրետ մարտահրավերներին դիմակայելու համար: Այս առաջընթացները ներառում են վակուումային օգնությամբ ձուլումը, սեղմված ձուլումը և կիսապինդ մետաղի մշակումը:
Ձուլում վակուումային օգնությամբ նախքան հալած մետաղը ներարկելը ենթադրում է վակուումի ստեղծում ձուլվածքի խոռոչում: Այս մեթոդը նվազեցնում է գազի ծուղակը, ինչը հանգեցնում է մեխանիկական հատկությունների և մակերեսի որակի բարելավմանը: Այն հատկապես օգտակար է բարակ պատերով բաղադրիչներ արտադրելու համար և հաճախ օգտագործվում է ավտոմոբիլային և օդատիեզերական արդյունաբերության մեջ:
Սեղմեք ձուլումը ևս մեկ առաջադեմ մեթոդ է, որտեղ հալած մետաղը ներարկվում է ձուլվածքի մեջ բարձր ճնշման տակ, և լրացուցիչ ճնշում է կիրառվում ամրացման ժամանակ: Այս տեխնիկան նվազագույնի է հասցնում ծակոտկենությունը և բարձրացնում վերջնական արտադրանքի մեխանիկական հատկությունները՝ այն հարմարեցնելով կառուցվածքային բաղադրիչների համար:
Կիսապինդ մետաղների մշակում (SSM) ենթադրում է մետաղի մասնակի ամրացում ներարկումից առաջ, ինչը հանգեցնում է ցեխի նման հետևողականության: Այս մեթոդն առաջարկում է ավելի լավ վերահսկել մետաղի հոսքը, նվազեցնելով թերությունները և բարելավելով ձուլման մեխանիկական հատկությունները: SSM-ը հատկապես օգտակար է բարդ երկրաչափությունների և բարձր հզորության ծրագրերի համար:
Հաճախակի տրվող հարցեր
Ի՞նչ մետաղներ են հաճախ օգտագործվում HPDC-ում:
HPDC-ում առավել հաճախ օգտագործվող մետաղները ներառում են.
- Ալյումինե համաձուլվածքներ. սրանք ամենաշատ օգտագործվող մետաղներից են HPDC-ում՝ իրենց հատկությունների հիանալի համակցության շնորհիվ:
- Մագնեզիումի համաձուլվածքներ. գնալով տարածված են իրենց թեթև հատկությունների համար, հատկապես ավտոմոբիլային կիրառություններում:
- Ցինկի համաձուլվածքներ. Հաճախ օգտագործվում են իրենց լավ ձուլման և ցածր հալման կետի համար:
- Պղնձի համաձուլվածքներ. դրանք օգտագործվում են որոշ ծրագրերում, թեև դրանք ավելի քիչ տարածված են, քան ալյումինը կամ ցինկը:
Որոշ հատուկ համաձուլվածքներ և դրանց կիրառությունները ներառում են.
- A380 (ալյումինե խառնուրդ). Լայնորեն օգտագործվում է, ինչպես շարժիչի բլոկները, ավտոմոբիլային մասերը և պատյանները:
- 383 (ալյումինե խառնուրդ). Հարմար է բարակ պատերով մասերի և բարդ դիզայնի համար:
- B390 (ալյումինե խառնուրդ): Օգտագործվում է շարժակների, մխոցների և շարժիչի բաղադրիչների համար:
- A413 և 413 (ալյումինե համաձուլվածքներ). Օգտագործվում են ավտոմոբիլային և օդատիեզերական կիրառություններում:
- AZ91D և AM60B (մագնեզիումի համաձուլվածքներ). Տարածված են ավտոմոբիլային կիրառություններում, թեև դրանք ունեն ջերմային հաղորդունակության սահմանափակումներ որոշ ժամանակակից ծրագրերի համար, ինչպիսիք են էլեկտրական մեքենաները:
Ինչպես է բարձր ճնշման ձուլումը տարբերվում ցածր ճնշման մեթոդներից
Բարձր ճնշման ձուլվածքն ավելի մեծ ուժ է օգտագործում հալած մետաղը ձուլվածքների մեջ ներարկելու համար, ինչը հանգեցնում է ավելի արագ արտադրության և ավելի լավ դետալների վերարտադրության: Ցածր ճնշման մեթոդները հենվում են գրավիտացիայի կամ ավելի ցածր ուժի վրա՝ դարձնելով դրանք ավելի դանդաղ և ավելի քիչ ճշգրիտ բարդ մասերի համար:
Ո՞րն է ճնշման բնորոշ միջակայքը, որն օգտագործվում է բարձր ճնշման ձուլման մեքենաներում:
Բարձր ճնշման ձուլման համար ճնշման միջակայքը սովորաբար ընկնում է 1000-ից մինչև 25000 PSI (ֆունտ մեկ քառակուսի դյույմ) միջև: Ճշգրիտ ճնշումը կախված է մետաղի տեսակից և արտադրվող մասի բարդությունից: