{kind=link}
{kind=link}
Леенето под налягане с гореща камера е метод на леене, при който разтопен метал се инжектира директно в матрица с помощта на вградена камера, което го прави идеален за сплави с по-ниски точки на топене.
Разбирането как работи процесът, какви материали използва и как се различава от леенето под налягане в студена камера дава ясна представа защо той остава толкова широко използван. Изследването на неговите приложения и машинни компоненти показва и как този метод продължава да оформя индустриалното производство днес.
Преглед на леенето под налягане с гореща камера
Гореща камера леене под налягане е производствен процес, при който се използва разтопен метал, инжектиран под налягане в матрица, за да се оформят прецизни части. Той е най-подходящ за метали с ниски точки на топене и се цени заради скоростта, точността и еднаквото покритие на повърхността.
Какво е леене под налягане с гореща камера?
Леенето под налягане в гореща камера е процес, при който системата за впръскване се поставя директно в пещ, съдържаща разтопен метал. Бутало изтласква течния метал през дюза в стоманена матрица, където той се втвърдява в желаната форма. Този метод работи добре за сплави като цинк, магнезий и материали на основата на олово. Тези метали се топят бързо и текат лесно, което прави процеса бърз и ефективен.
На практика производителите използват машини с гореща камера за малки до средни части, които изискват фини детайли и гладки повърхности, като например автомобилни компоненти, корпуси на уреди и електронни конектори.
Основни предимства на леенето под налягане с гореща камера
Въпреки че е по-традиционният вариант в сравнение със студеното леене под налягане, леенето под налягане в гореща камера все още е добре установен метод за леене. Този процес предлага няколко предимства, които го правят популярен в масовото производство, където стабилната производителност е ключът към успеха.
Едно от най-важните предимства е скоростДиректната връзка между системата за инжектиране и разтопения метал намалява времето за обработка, което води до по-бързи цикли.
Друго предимство е прецизностИнжектирането под високо налягане запълва матрицата напълно, създавайки висококачествени части с високи допуски и отлична повърхностна обработка. Това намалява необходимостта от вторична машинна обработка.
Леенето под налягане в гореща камера също е рентабилен за големи тиражи. Щанците за многократна употреба и бързите цикли намаляват цената на детайл. Освен това процесът позволява тънки стени и сложни форми, което спомага за намаляване на разхода на материал.
Методът също така осигурява последователностВсяка произведена част е почти идентична, което е от решаващо значение за индустрии, които изискват взаимозаменяеми компоненти.
Ограничения на леенето под налягане в гореща камера
Въпреки силните си страни, леенето под налягане в гореща камера има определени ограничения. Най-същественото е ограничението при избора на материал. Могат да се използват само метали с ниски точки на топене, като цинк и магнезий. Сплави с по-висока точка на топене, като алуминий, не могат да се отливат с този метод.
Цените на инструменталната екипировка също могат да бъдат високи. Въпреки че матриците са издръжливи, те изискват значителни първоначални инвестиции, което може да не е практично за малки производствени серии.
Размерът на детайлите е друго ограничение. Машините с гореща камера са по-подходящи за по-малки компоненти, а производството на големи или тежки части не е ефективно с този процес.
И накрая, макар повърхностното покритие като цяло да е добро, някои части все пак може да изискват незначителна довършителна работа за отстраняване на отблясъци или остри ръбове, образувани по време на леенето.
Ключови компоненти на машините за леене под налягане с гореща камера
Машината за леене под налягане с гореща камера разчита на няколко интегрирани части, които работят заедно, за да инжектират разтопен метал във формата със скорост и прецизност. Всеки компонент играе специфична роля в контролирането на температурата, налягането и потока на метала, за да се получат еднакви отливки.
Гореща камера и пещ
Горещата камера задържа разтопения метал и го поддържа на стабилна температура за леене. Тя е директно свързана с пещта, която разтопява сплавта и я поддържа в течна форма. Тази конструкция намалява стъпките на обработка и скъсява времето за цикъл в сравнение с външните системи за топене.
Пещта обикновено е вградена в машината за леене под налягане. Тя е облицована с топлоустойчив материал, за да издържи на непрекъснато излагане на разтопен цинк, магнезий или други сплави с ниска точка на топене.
Ключово предимство на тази конфигурация е, че разтопеният метал е винаги наличен в машината. Това позволява по-бързи цикли на инжектиране и намалява риска от замърсяване или загуба на температура по време на прехвърляне.
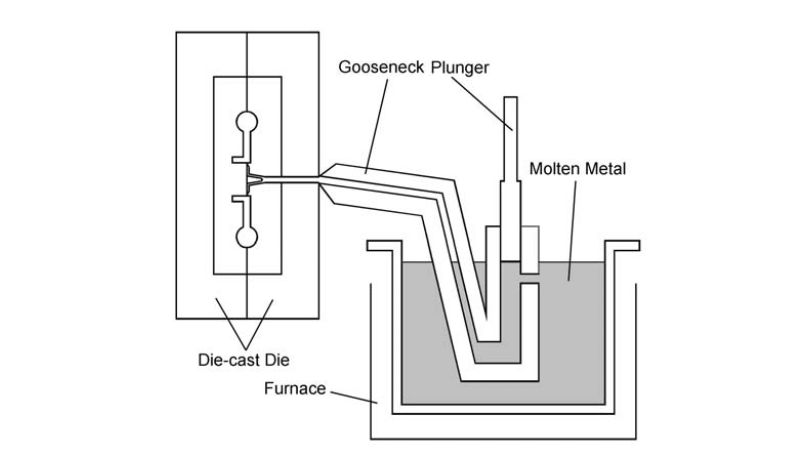
Механизъм с бутало и гъша шия
Механизмът с бутало и гъша шийка доставя разтопен метал от горещата камера в кухината на матрицата. Гъшата шийка е тръбовиден канал, който свързва горещата камера с матрицата. Тя е потопена в разтопения метал, осигурявайки директно подаване.
Буталото работи вътре в дюзата. Когато се активира, то избутва разтопения метал нагоре през дюзата под контролирано налягане. Това действие трябва да бъде прецизно, за да се избегнат дефекти като задържане на въздух или непълно пълнене.
Различните сплави може да изискват корекции на скоростта и налягането на буталото. Например, цинкът често се нуждае от по-високи скорости на инжектиране, за да се гарантира, че металът запълва тънки участъци от матрицата, без да се втвърдява твърде рано.
Кухина за матрица и матрица
Матрицата е закалена стоманена матрица, която оформя крайния детайл. Състои се от две половини: неподвижната половина на матрицата, прикрепена към леярската машина, и подвижната половина на матрицата, която се отваря и затваря по време на всеки цикъл.
Кухината на матрицата е кухото пространство вътре в матрицата, което определя геометрията на отливката. Тя трябва да бъде внимателно проектирана, за да се отчетат свиването, пътищата на потока и нуждите от изхвърляне.
Охлаждащите канали често са вградени в матрицата, за да регулиране на температурата и скорости на втвърдяване. Правилното охлаждане предотвратява дефекти като деформация или повърхностни неравности и удължава живота на матрицата по време на производство с голям обем.
Процес на леене под налягане в гореща камера
Този процес използва интегрирана пещ и система за впръскване за обработка разтопен метал директно вътре в машината. Разчита на контролирано налягане, за да запълни матрицата бързо и да произвежда части с еднакви форми, гладки повърхности и кратки цикли.
Поетапно обучение
Процесът на леене под налягане в гореща камера започва с разтопен метал, съхраняван в прикрепена пещ. Пещта поддържа метала при стабилна температура, готов за инжектиране.
Механизъм тип „гъша шия“ изтегля разтопения метал в цилиндър. След като се напълни, бутало избутва метала през дюза и в кухина за матрица.
Матрицата, изработена от закалена стомана, оформя разтопения метал, докато той се влива. След като кухината се запълни, металът започва да се охлажда и втвърдява във формата.
Когато втвърдяването достигне стабилно състояние, матрицата се отваря. Изхвърлящите щифтове изтласкват готовата отливка от формата. След това цикълът се нулира и процесът се повтаря за следващата част.
Роля на налягането и втвърдяването
Налягането играе централна роля за осигуряване на запълването на цялата матрица с разтопения метал. Без адекватна сила, металът няма да достигне до тънки стени или малки детайли.
Типичните налягания на инжектиране варират от от 1500 до 4500 psi в зависимост от сплавта и размера на детайла. Това налягане предотвратява образуването на въздушни джобове и подобрява повърхностното покритие.
Втвърдяването се случва, докато металът остава под налягане. Това намалява свиването и укрепва крайната отливка. Равномерното охлаждане е важно, защото неравномерното втвърдяване може да причини дефекти като деформация или порьозност.
Щипцата често включва охлаждащи канали, за да се контролира скоростта на втвърдяване на метала. Този баланс между налягане и охлаждане гарантира, че отливката отговаря на размерните и механичните изисквания.
Времена на цикъла и ефективност
Едно от основните предимства на леенето под налягане в гореща камера е краткото време на цикъла. Тъй като пещта е вградена в машината, разтопеният метал винаги е наличен за следващия впръскване.
Типичните продължителности варират от 15 до 60 секунди, в зависимост от сложността и размера на детайлите. Това прави процеса подходящ за производство на големи количества малки до средни по размер детайли.
Ефективността идва и от намаленото боравене. Операторите не е необходимо да прехвърлят разтопен метал между машините, което намалява потреблението на енергия и подобрява безопасността.
Процесът работи най-добре със сплави с ниска точка на топене, като цинк, калай и магнезий. Тези сплави позволяват по-бързи цикли, защото се нагряват и охлаждат по-бързо от металите с висока точка на топене.
Приложения и индустриални приложения
Леенето под налягане в гореща камера подпомага производството на прецизни метални компоненти, където скоростта, консистенцията и гладката повърхност са от значение. То е най-ефективно със сплави с по-ниски точки на топене, което го прави често срещан избор в индустрии, които изискват производство в големи обеми и надеждна точност на размерите.

Автомобилни компоненти
Автомобилната индустрия използва леене под налягане в гореща камера за създаване на малки и средни по размер части от цинкови и магнезиеви сплави. Тези метали позволяват получаването на тънки стени и сложни форми, които остават здрави, но леки.
Общите части включват корпуси на карбуратори, кутии на трансмисии, скоби и компоненти на двигателяТези части се възползват от способността на процеса да поддържа строги допуски, което подпомага правилното им прилягане и функциониране във високопроизводителни системи.
Постигнатата гладка повърхност намалява необходимостта от вторична обработка. Това намалява разходите, като същевременно поддържа висока скорост на производство. Тъй като автомобилното производство изисква както точност, така и издръжливост, леенето под налягане в гореща камера предлага ефикасен баланс между качество и производителност.
Потребителска електроника и електрически кутии
Производителите на електроника разчитат на леене под налягане в гореща камера за компактни корпуси и корпуси. Цинкови сплави често се използват, защото осигуряват здравина, като същевременно позволяват тънки стени и фини детайли.
Примерите включват рамки за смартфони, панти за лаптопи, конектори и защитни калъфиТези части изискват точност на размерите, за да паснат на чувствителни електронни сглобки без хлабини или несъответствия.
Процесът осигурява и чисто повърхностно покритие, което е важно както за функционалността, така и за външния вид. Електрическите корпуси, като например корпуси на превключватели и малки компоненти на двигатели, се възползват от способността на материала да издържа на износване и да осигурява екраниране срещу смущения.
Други промишлени приложения
Освен автомобилната и електрониката, леенето под налягане с гореща камера е от полза за индустрии, които се нуждаят от издръжливи метални компоненти с ниска точка на топене в голям мащаб. Хардуерни продукти като дръжки на врати, ключалки и части за уреди често се произвеждат по този начин поради ефективността на процеса.
Медицинските изделия също използват цинкови ляти части като например корпуси на помпи и прецизни конектори. Те изискват постоянна точност на размерите за надеждна работа.
В инструментариума и машините, методът произвежда зъбни колела, лостове и корпуси, където повторяемостта и гладките повърхности намаляват необходимостта от допълнителна обработка. Това го прави практичен избор за производителите, търсещи както контрол на разходите, така и надеждни резултати.
Често задавани въпроси
Кои метали обикновено се обработват в машини за леене под налягане с гореща камера?
Този метод се използва често за цинк, магнезий и други сплави с ниска точка на топене. Тези метали се вливат лесно в калъпи и бързо се втвърдяват, което ги прави подходящи за процеса. Алуминиевите и медните сплави обикновено се избягват поради по-високите им точки на топене.
Може ли леенето под налягане с гореща камера да се използва за метали с висока точка на топене?
Не, не е подходящ за метали с висока точка на топене като алуминий, месинг или стомана. Постоянният контакт между системата за впръскване и разтопения метал би повредил оборудването при тези температури. Леенето в студена камера е предпочитаният метод за такива материали.
Кои са често срещаните дефекти, свързани с леенето под налягане в гореща камера?
Типичните дефекти включват порьозност, студени затваряния и повърхностни дефекти. Тези проблеми често са резултат от задържан въздух, непълно пълнене или неправилен контрол на температурата. Внимателното наблюдение на процеса помага за намаляване на появата на тези проблеми.