{kind=link}
{kind=link}

Ի՞նչ է Ejector Pins-ը:
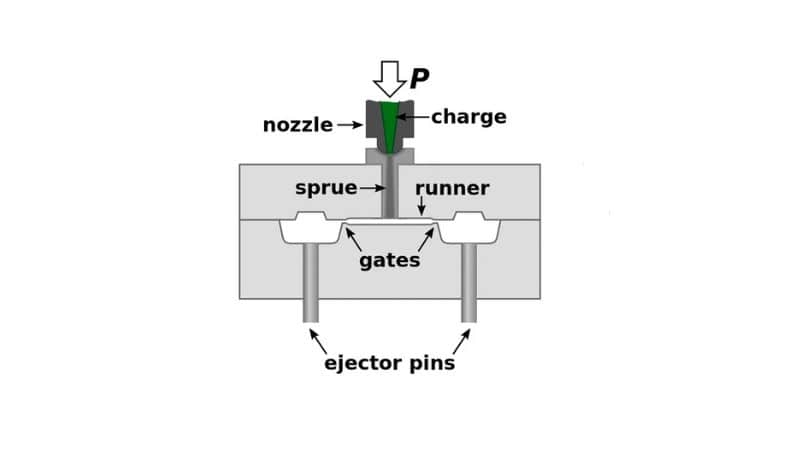
Էժեկտորային ցողունները ներարկման համաձուլվածքների համակարգերի կաղապարների նախագծման կարևոր բաղադրիչներն են, որոնք նախագծված են կաղապարի խոռոչից ձուլված մասերի սահուն արտամղումն ապահովելու համար: Արտանետման գործընթացի ընթացքում այս քորոցները կիրառում են վերահսկվող ուժ, ընդ որում, ժայթքիչի քորոցը զգուշորեն ժամանակին է մղում պատրաստի մասերն առանց վնասելու: Էժեկտորային քորոցների տարածված տեսակները ներառում են ստանդարտ գլանաձև գնդիկներ, բարակ պատերով երկրաչափությունների արտանետման շեղբեր և բարդ մասերի նախագծման աստիճանավոր կապում:
Յուրաքանչյուր սեղմում պետք է հավասարակշռի պահող ճնշումը և մասի երկրաչափությունը՝ ամրացված հատվածի մեջ, ինչպիսիք են կողոսկրերը կամ շեղբերները, որպեսզի նվազագույնի հասցնի արտամղիչ քորոցների տեսանելի հետքերը: Կաղապարի առաջադեմ դիզայնը օպտիմիզացնում է արտանետման համակարգը՝ դիրքավորելով քորոցների գլուխները՝ կոսմետիկ մակերեսներից խուսափելու համար՝ միաժամանակ ապահովելով կառուցվածքի ամբողջականությունը: Ներարկման կաղապարով արտադրությունում արտանետման քորոցը կարող է նաև ինտեգրվել հովացման ալիքների հետ կամ գործել որպես օդանցք՝ բարձրացնելով արդյունավետությունը:
Էժեկտորների տարբեր տեսակներ
Աշխատանքն ավարտելու համար կա մեկից ավելի տեսակի ժայթքիչ.
- Կոշտ արտանետիչ կապումներովՊատրաստված է ամրության համար, այս քորոցները կարծրացած են մինչև վերջ՝ դարձնելով դրանք մաշվածության դիմացկուն:
- Սև արտանետիչ կապումԱյս կապումներն ունեն սև նիտրիդային ծածկույթ՝ լրացուցիչ քսելու և կոռոզիայից դիմադրության համար:
- Blade Ejector կապումԵրբ դուք ունեք հարթ, բարակ տարածք ունեցող մաս, սայրի արտանետման քորոցը լավագույնս աշխատում է իր հարթ ձևի շնորհիվ:
Դիզայնի նկատառումներ էժեկտորային կապումների համար
Մեջ Ձուլում և ներարկման ձևավորումը, այս պտուկների տեղադրությունը, չափը, ձևը և նյութը պետք է ուշադիր ընտրվեն՝ թերություններից խուսափելու և ձեր կաղապարի երկարակեցությունն ապահովելու համար:
Ejector Pin-ի տեղադրում
Ձուլման մեջ արտանետիչի լավագույն տեղադրումը առաջնահերթություն է տալիս ոչ տեսանելի, կառուցվածքային ամրացված հատվածներին՝ նվազագույնի հասցնելու հետքերը և ապահովելու արդյունավետ արտանետումը:
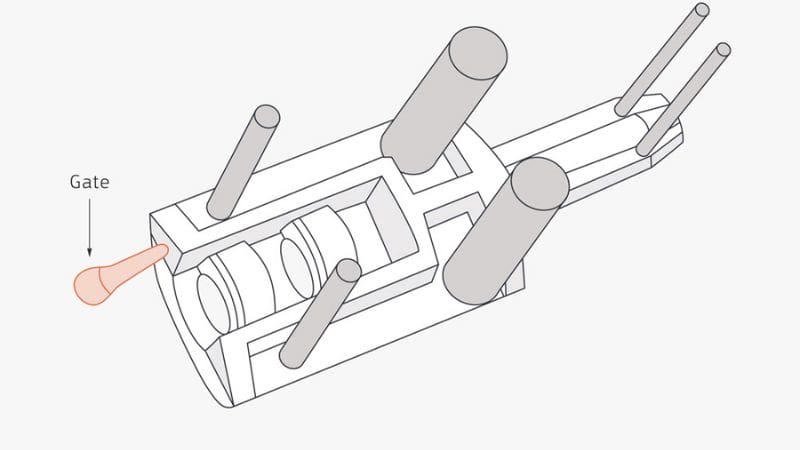
- Անտեսանելի մակերեսներՏեղադրեք քորոցներ թաքնված կամ ոչ կոսմետիկ տարածքների վրա (օրինակ՝ դարպասների/հեղեղումների գոտիներ)՝ վերջնական արտադրանքի վրա տեսանելի հետքերից խուսափելու համար: Օրինակ՝ հոսող կիսաօղակների վրա պտուտակներ տեղադրելը կանխում է արմունկի տեսանելի մակերեսների վրա հետքերը:
- Կառուցվածքային առանձնահատկություններՏեղադրեք քորոցները կողոսկրերի, շեֆերի կամ մետաղական ներդիրների վրա՝ ուժը հավասարաչափ բաշխելու և սթրեսի հետ կապված թերությունները նվազեցնելու համար:
- Հարթ, ուղղահայաց մակերեսներԽուսափեք թեքություններից կամ կորերից; քորոցները պահանջում են հարթ բարձիկներ, որոնք ուղղահայաց են արտանետման ուղղությանը, որպեսզի կանխեն սայթաքումը կամ դրանց մասերի վնասումը:
- Համապատասխան մակերեսըԱպահովեք բավարար շփման տարածք՝ դեֆորմացիան կանխելու համար, հատկապես փափուկ համաձուլվածքների համար: Անհրաժեշտության դեպքում ավելացրեք էժեկտորային բարձիկներ (օրինակ՝ շերտավոր մասեր):
- Ֆլեշ հակված շրջաններՏեղադրեք քորոցներ, որտեղ մնացորդային բռնկումը քիչ հավանական է, որ ազդի ֆունկցիոնալության կամ գեղագիտության վրա:
Ընտրելով ճիշտ չափը և ձևը
Չափը պետք է համապատասխանի մակերեսի մակերեսը ձեր կողմից՝ այն արդյունավետ կերպով դուրս մղելու համար՝ առանց հետքեր թողնելու: Քորոցի ձևը պետք է լրացնի նախագիծը ձեր կաղապարի դիզայնը, սա օգնում է առանց դիմադրության դուրս հանել մասը: Սովորաբար քորոցները լինում են տարբեր ձևերով.
- Կլոր: Լավագույնը ընդհանուր օգտագործման համար՝ ապահովելով լավ մակերեսային շփում:
- Քառակուսի կամ ուղղանկյուն. Օգտագործվում է այնտեղ, որտեղ անհրաժեշտ է ավելի շատ ուժ կամ մակերեսային շփում:
Նյութի ընտրություն կապում
Նյութերի հետ բարձր կարծրություն և կոռոզիոն դիմադրություն իդեալական են, օրինակ՝ կարծրացած պողպատը։ Եթե դուք աշխատում եք փափուկ խեժի ընտրության հետ, ապա ձեզ կարող է անհրաժեշտ չլինել շատ կոշտ քորոցներ: Այնուամենայնիվ, հղկող խեժերի համար ընտրեք քորոցներ ծածկույթներով, որոնք դիմակայում են մաշվածությանը և կոռոզիային, ինչպես ազոտված պողպատը:
- Կարծրացված պողպատ. Ծրագրերի մեծ մասի համար առաջարկում է հավասարակշռություն ուժի և կոռոզիոն դիմադրության միջև:
- Ազոտված պողպատ. Լավագույնը կաղապարների համար, որոնք պահանջում են լրացուցիչ ամրություն մաշվածության դեմ:
Արդյունավետության և որակի համար արտանետման օպտիմիզացում
Ուժի և շարժման հավասարակշռում
Չափազանց մեծ ուժ, և դուք կարող եք վնասել կաղապարված մասը կամ կաղապարի կեսը; շատ քիչ է, և մասը կարող է կպչել կամ ամբողջությամբ դուրս չգալ:
Ձգտեք հավասարակշռության հասնել, որտեղ արտամղիչ քորոցները նույնիսկ ուժ են գործադրում մասի մակերեսի վրա՝ խուսափելու շեղումից:
- Պատշաճ հավասարեցումՀամոզվեք, որ ժայթքիչի քորոցները համահունչ են մասի երկրաչափությանը:
- Ejector Plate PrecisionԿարգավորեք էժեկտորի ափսեը հարթ, հավասարաչափ շարժման համար՝ նվազեցնելով անցանկալի հետքերի կամ թերությունների վտանգը:
Սառեցման և արտանետման համակարգերի համաժամացում
Կարևոր է ունենալ հովացման համակարգ, որն աշխատում է արտանետման համակարգի հետ համաժամանակյա: Լավ համակարգված համակարգը ապահովում է, որ մասերը բավականաչափ սառչեն և սահուն դուրս գան, ինչն իր հերթին նվազագույնի է հասցնում թերությունների առաջացումը:
- ԺամկետավորումՍինքրոնացրեք հովացման և արտանետման ժամանակացույցը մասերի արդյունավետ թողարկման համար:
- Նույնիսկ սառեցումԱպահովեք ամբողջ մասի համաչափ սառեցումը, որպեսզի խուսափեք աղավաղումներից, երբ դուրս եկեք:
- Runner օպտիմիզացումՀամոզվեք, որ վազող համակարգը նախագծված է աշխատելու արտանետիչի հետ՝ լավագույն արդյունքների համար:
Անսարքությունների վերացում՝ արտամղիչի փինների ընդհանուր խնդիրների լուծում
Անդրադառնալով Էժեկտորի փին նշաններին
Էժեկտորի քորոցների հետքերը փոքր բծեր կամ խորշեր են, որոնք մնացել են պլաստիկ մասի մակերեսի վրա արտամղման փուլում: Այս նշանները նվազեցնելու համար.
- Ապահովել արտանետիչի ճիշտ տեղադրումՔորոցները պետք է տեղադրվեն այնպես, որ հավասարակշռեն արտամղման ուժը ամբողջ մասում՝ խուսափելով սթրեսի հակված տարածքներից:
- Ընտրեք ճիշտ տեսակը ejector pinՏարբեր ձևեր և չափեր ավելի լավ են տարբեր ծրագրերի համար: Օգտագործեք ավելի հարթ, կլորացված քորոցներ ավելի մաքուր արտանետման համար՝ հետքերը նվազագույնի հասցնելու համար:
- Կարգավորել գործընթացի պարամետրերըԻջեցրեք ներարկման ճնշումը և պահելու ժամանակը, երբ դա անհրաժեշտ է, որպեսզի թուլացնեք դրա վրա ճնշումը:
- Տեղադրեք օդափոխիչներ կաղապարի մեջՍա թույլ է տալիս օդի արտահոսքը և կանխում է վակուումը, որը կարող է մեծացնել ուժը քորոցների վրա:
Էժեկտորի քորոցների վնասման և մաշվածության կանխարգելում
Էժեկտորային քորոցները կարող են ժամանակի ընթացքում վնասվել, ինչը կարող է ազդել մասերի որակի վրա և հանգեցնել արտադրության դադարեցման: Մաշվածությունը կանխելու համար.
- Պարբերաբար վարեք սպասարկման ստուգումներՓնտրեք վնասի նշաններ, ինչպիսիք են թեքությունները, կոտրվածքները կամ չափից ավելի մաշվածությունը:
- Օգտագործեք հետևողական քսումԼավ քսված համակարգը ապահովում է քորոցների ավելի հարթ շարժում և ավելի քիչ շփում:
- Քննել դարպասների տեղադրությունները և մասերի արտանետումըՊատշաճ հոսքի և արտանետման ապահովումը կարող է նվազեցնել լարվածությունը քորոցների վրա:
Ընդլայնված Ejector Pin տեխնոլոգիաներ
Ներարկման համաձուլվածքների ոլորտում երկու նշանակալի առաջընթաց էժեկտորային կապում վերափոխում են դրանց կատարումը. մասնագիտացված ծածկույթներ և մշակումներ և նորարարական դիզայն: Այս բարելավումները առանցքային են ձուլման գործընթացի արտամղման փուլը կատարելագործելու համար:
Նորարարություններ Ejector Pin ծածկույթների և բուժման մեջ
Էժեկտորային կապումներն այժմ գալիս են տարբեր ծածկույթներով՝ բարելավելու իրենց ֆունկցիոնալությունը: Ադամանդի նման ածխածին (DLC)Օրինակ, ծածկույթների մեջ նկատելի առաջընթաց է: DLC ծածկույթները կարող են կտրուկ նվազեցնել շփումը և մաշվածությունը, ինչը հանգեցնում է կաղապարված մասի ավելի մաքուր ազատմանը և կապումների երկարացմանը:
Ահա արագ բաժանումը.
- Նվազեցված շփում. DLC ծածկույթները նվազեցնում են դիմադրությունը արտամղիչի և արտադրանքի միջև:
- Ընդլայնված երկարակեցություն. Ավելի քիչ մաշվածություն նշանակում է, որ արտադրողները ստիպված չեն լինի այդքան հաճախ փոխարինել կապում:
Մեկ այլ բուժում, որն արժանի է ձեր ուշադրությանը, դրա օգտագործումն է նիտրիդ H13 պողպատ էժեկտորի քորոցների համար: Այս բուժումը մեծացնում է քորոցների կարծրությունը՝ դրանք դարձնելով հարմար ներարկման կաղապարման մեքենայի հաճախակի, բարձր ճնշման արտամղման ցիկլերի համար:
- Բարձր ուժ. Nitride H13 ejector pins-ը կարող է դիմակայել ինտենսիվ միջավայրին ձուլման մեքենայի ներսում:
- Երկարակեցություն: Իրենց կարծրության շնորհիվ այս քորոցները պահպանում են իրենց ձևն ու ֆունկցիոնալությունը ավելի երկար տևողությամբ:
Ejector Pin Design-ի ձևավորման միտումները
Արտադրողները մշտապես փնտրում են ուղիներ՝ կատարելագործելու էժեկտորային պտուտակների դիզայնը՝ ժամանակակից արտադրական գործընթացների բարդ պահանջներին համապատասխանելու համար: Էժեկտորային քորոցների նախագծման հիմնական միտումներից մեկը էժեկտորային բլոկների և կապումների օպտիմալացումն է՝ խեժի բարդ հյուսվածքների հետ անխափան աշխատելու համար: Սա ապահովում է մասերի հարթ արտազատում՝ առանց վնասելու արտադրանքի մակերեսը կամ հյուսվածքի որակը:
Ահա թե ինչին պետք է ուշադրություն դարձնել.
- Հատուկ ձևեր. Այժմ քորոցները նախատեսված են ապրանքների տարբեր երկրաչափություններին համապատասխանելու համար:
- Դիզայնի ճշգրտություն. Հատուկ կաղապարների համար հարմարեցված ժայթքիչ քորոցները կարող են բարելավել արտադրական գործընթացի ընդհանուր արդյունավետությունը:
Diecasting With Moldiecasting
ժամը Moldiecasting, մենք տիրապետում ենք մասերի անխափան արտանետման արվեստին փորձագիտական ժայթքիչ քորոցների ճարտարագիտության միջոցով:
Համապատասխանեցնելով գործիքի բնութագրերը ձուլման մեքենայի պարամետրերին, Moldiecasting-ը մատուցում է ճշգրիտ լուծումներ, որոնք վերացնում են թերությունները և առավելագույնի հասցնում թողունակությունը: Վստահեք մեր փորձին՝ ձեր ներարկման ձևավորված արտադրանքը հայեցակարգից իրականություն փոխակերպելու համար, որտեղ խելացի կաղապարի դիզայնը համապատասխանում է արտամղման անթերի կատարողականությանը:
Ինտեգրելով ejector pin-ի օպտիմիզացումը վաղ դիզայնի խորհրդատվության մեջ՝ մենք վերացնում ենք ծախսատար վերանայումները և մատուցում անթերի պատրաստի բաղադրիչներ: Համագործակցեք մեզ հետ ձուլման լուծումների համար, որտեղ խելացի արտանետիչի դիզայնը համապատասխանում է անողոք որակին՝ բարդ երկրաչափությունները վերածելով առանց թերությունների արդյունքների: