{kind=link}
{kind=link}
¿Qué es la fundición a presión en cámara fría?
En el mundo de la fabricación, existen diferentes métodos para moldear piezas de metal. Un método eficaz es la fundición a presión en cámara fría, adecuada para metales con un punto de fusión alto. Esta técnica utiliza alta presión para inyectar metal fundido en un molde.
Los componentes de la máquina de cámara fría

La máquina de fundición a presión de cámara fría consta de varios componentes esenciales que trabajan juntos para producir piezas metálicas precisas de manera eficiente.
El sistema de inyección, normalmente un pistón hidráulico o mecánico, es responsable de inyectar el metal fundido en la matriz.
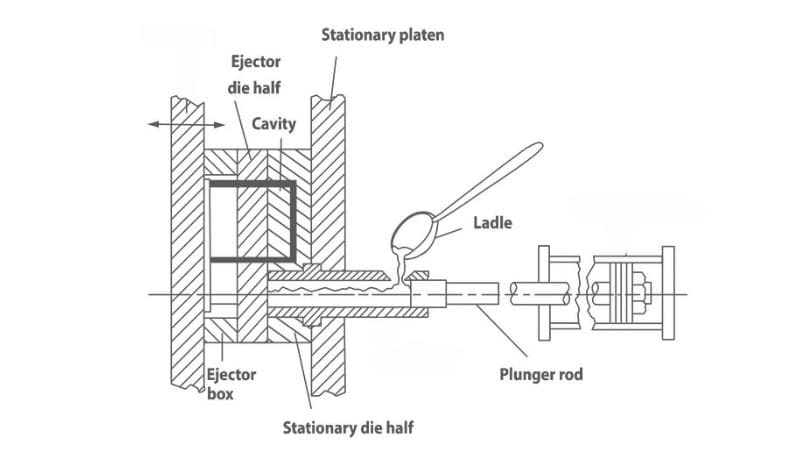
La recámara de disparo asegura una inyección controlada minimizando el contacto del metal con el sistema. El conjunto de la matriz, compuesto por mitades macho y hembra, moldea el metal fundido en la forma deseada. Un robusto mecanismo de sujeción Mantiene las mitades de la matriz juntas bajo alta presión durante la inyección.
Una vez que el metal se solidifica, el sistema de expulsión utiliza pasadores o placas expulsoras para retirar la pieza fundida terminada sin dañarla.
Incluye un canales de enfriamiento Dentro de la matriz se regula la temperatura, garantizando una correcta solidificación y reduciendo los tiempos de ciclo.
Además, puedes incorporar a tu protocolo sistema hidráulico Alimenta tanto los mecanismos de inyección como los de sujeción, proporcionando la fuerza necesaria para un funcionamiento suave y eficaz.
El proceso de fabricación de piezas de fundición a presión en cámara fría
El proceso de fundición a presión en cámara fría comienza con la selección de aleaciones metálicas apropiadas.; Estos metales son los primeros fundido en un horno externo, garantizando que alcancen el estado líquido necesario sin contaminación.
Una vez licuado, el metal fundido se transfiere cuidadosamente al manga de disparo de la máquina de fundición a presión de cámara fría, un proceso que requiere mantener el metal a una temperatura constante para evitar una solidificación prematura.
La configuración de la cámara fría permite un mayor control sobre los metales con puntos de fusión más altos, lo que mejora la versatilidad del proceso.
A continuación, el dadoEl molde, preparado y sellado meticulosamente para soportar altas presiones, desempeña un papel crucial en el moldeado del metal. La matriz consta de dos mitades mecanizadas con precisión que forman la cavidad del molde, adaptándose a la geometría deseada del producto final. Un émbolo o pistón operado hidráulicamente Luego, ejerce una enorme presión para forzar el metal fundido desde la camisa de inyección hacia la cavidad del molde. Esta inyección a alta presión garantiza que el metal penetre en cada detalle del molde, eliminando las bolsas de aire y garantizando la integridad estructural.
Una vez que la cavidad del molde esté completamente ocupadaEl metal comienza a enfriarse y solidificarse rápidamente dentro del molde. El tiempo de enfriamiento se controla meticulosamente para lograr la dureza y resistencia óptimas de la pieza fundida. Tras un enfriamiento suficiente, se separan las mitades del molde. pines eyectores Activar para eliminar con precisión la pieza fundida solidificada sin causar defectos ni distorsiones en la superficie.
¿Qué son la fuerza de sujeción y el tiempo de ciclo?
Fuerza de sujeción
La fuerza de sujeción es la fuerza que aplica la máquina de fundición a presión para mantener las dos mitades del molde firmemente juntas durante la inyección de metal fundido.
La fuerza de sujeción se puede calcular mediante la fórmula:
Fuerza de sujeción = Presión de la cavidad × Área proyectada Fuerza de sujeción = Presión de la cavidad × Área proyectada
Lugar:
- Cavidad2 Presión is la presión ejercida sobre el metal fundido durante la inyección.
- proyectado Área is el área del molde que es perpendicular a la dirección de inyección.
Por ejemplo, si una pieza tiene un área proyectada de 120 cm² y requiere una presión de inyección de 800 kg/cm², la fuerza de sujeción necesaria se calcularía de la siguiente manera:
Fuerza de sujeción = 800 kg cm2 × 120 cm2 = 96 000 kg o aproximadamente 96 toneladas
Tiempo del ciclo
El tiempo de ciclo en la fundición a presión en cámara fría se refiere al tiempo total transcurrido entre un ciclo de inyección y el siguiente. Este ciclo suele incluir varias fases: sujeción, inyección, enfriamiento y expulsión. El tiempo total del ciclo puede variar considerablemente, pero generalmente se sitúa entre 2 segundos y 1 minuto.
Componentes del tiempo de ciclo
- Tiempo de sujeción:El tiempo necesario para cerrar y asegurar las mitades del molde antes de la inyección.
- Tiempo de inyección:El breve período (normalmente menos de 0.1 segundos) durante el cual se inyecta el metal fundido en el molde.
- Tiempo de enfriamientoEl tiempo necesario para que el metal fundido se solidifique completamente dentro del molde. Esto puede variar según el espesor de la pared y las propiedades del material.
- Tiempo de expulsión:El tiempo que tarda en abrir el molde y expulsar la pieza terminada.
¿Cuáles son las ventajas de la fundición a presión en cámara fría?

IPuede manipular metales con altos puntos de fusión, como el aluminio y Aleaciones de cobre, mediante el uso de un horno externo, que garantiza un mejor control de la temperatura y evita una solidificación prematura. Este método permite la creación de formas intrincadas y precisas. con excelentes acabados superficiales, ya que la inyección a alta presión rellena cada detalle del molde sin bolsas de aire.
Además, las matrices utilizadas en la fundición a presión en cámara fría son más duraderas. ya que experimentan menos estrés térmico, lo que resulta en una vida útil más larga y menores costos de mantenimiento. Se mejora el control de calidad mediante el control preciso de la temperatura, la presión y la velocidad de inyección, lo que da como resultado piezas fundidas consistentes y sin defectos. El proceso también ofrece una mayor flexibilidad, lo que permite la producción de piezas más grandes y pesadas adecuadas para industrias como la automotriz y la aeroespacial.
Además, Se mejora la eficiencia operativa porque el horno externo simplifica el mantenimiento y reduce el tiempo de inactividad.
Comparación con la fundición a presión en cámara caliente
Fundición a presión en cámara caliente Se diferencia principalmente porque la cámara está en contacto constante con el metal fundido. El proceso es más adecuado para metales con puntos de fusión más bajos. En la fundición a presión en cámara caliente, una cámara conectada a la cavidad de la matriz se sumerge en el metal fundido. Un pistón fuerza directamente el metal fundido hacia la matriz sin necesidad de usar una cuchara.
Esto es lo que los distingue:
| Aspecto | Fundición a presión en cámara caliente | Fundición a presión de cámara fría |
| Ubicación del horno | Integrado en la máquina, conectado directamente a la matriz. | Separado de la máquina, el metal fundido se vierte en la manga de inyección. |
| Tiempo del ciclo | Ciclos de producción más cortos y rápidos (aproximadamente 15 moldes por minuto) | Tiempos de ciclo más largos debido a la transferencia manual de metal |
| Compatibilidad de metales | Adecuado para aleaciones de bajo punto de fusión (por ejemplo, zinc, magnesio) | Adecuado para aleaciones de alto punto de fusión (por ejemplo, aluminio, cobre) |
| Presión de inyección | Presión más baja (1,000 – 5,000 psi) | Presión más alta (2,000 – 20 000 psi) |
| Vida útil de herramientas/matrices | Mayor vida útil de la matriz debido a temperaturas del metal más bajas | Vida útil más corta de la matriz debido a temperaturas del metal más altas |
| Volumen de producción | Más eficiente para la producción de gran volumen | Más adecuado para piezas de menor volumen o de mayor tamaño. |
| Complejidad de la Pieza: | Adecuado para piezas pequeñas y sencillas. | Ideal para piezas más grandes y complejas. |
| Acabado de la superficie | Excelente acabado superficial y precisión dimensional. | Buen acabado superficial pero puede requerir posprocesamiento. |
| Consideraciones de seguridad | Menos preocupaciones de seguridad debido a las temperaturas más bajas | Requiere mayores medidas de seguridad debido al manejo de metales a temperaturas más altas |
| Costo de instalación inicial | Más bajo debido a una configuración más sencilla | Mayor debido al equipamiento adicional (horno independiente) |
Material adecuado para la fundición a presión en cámara fría
En la fundición a presión en cámara fría, elegir el material adecuado es vital ya que influye directamente en la resistencia mecánica y el manejo del calor de las piezas.
A la hora de seleccionar el material para su proyecto de fundición a presión en cámara fría, puede elegir entre varios metales. Aluminio: Es una excelente opción debido a su ligereza y alta resistencia. Otras opciones incluyen aleaciones de magnesio, que son incluso más ligeros que el aluminio y aleaciones de cobre y conocidos por su excelente conductividad eléctrica.
Aplicaciones de piezas de fundición a presión en cámara fría
La fundición a presión en cámara fría permite crear piezas robustas que se utilizan en diversas industrias, lo que garantiza un resultado duradero y preciso en todo momento.
Por ejemplo, el sector de la automoción se basa en este método para bloques de motor y carcasas de transmisión, que exigen alta resistencia y precisión. En el mundo aeroespacial, los fabricantes prefieren este enfoque para piezas aeroespaciales como componentes para motores y trenes de aterrizaje, donde la fiabilidad es clave.
Trabajando con Fundición en molde
Contamos con un equipo de ingenieros experimentados dedicados al diseño de moldes duraderos y de bajo mantenimiento. En Moldiecasting, entendemos que un diseño de molde eficaz es crucial para una fundición exitosa, garantizando que sus productos cumplan con altos estándares de calidad y precisión.
El proceso para comenzar a utilizar Moldiecasting es sencillo y eficiente:
- Consulta inicial:Puede enviar sus dibujos 2D/3D o piezas de muestra, lo que ayuda a crear un plano detallado del producto adaptado a sus especificaciones.
- Aprobación del plano:Después de generar el plan, tienes la oportunidad de revisarlo y aprobarlo antes de seguir adelante, asegurando que esté alineado con tu visión.
- Diseño de molde personalizado:Una vez aprobado, Moldie comienza a diseñar su molde personalizado utilizando herramientas avanzadas. CAD / CAM / CAE software que permite una integración perfecta de sus requisitos exactos.
Empleamos tecnología avanzada en todo el proceso de producción de moldes. Nuestro sistema de gestión de calidad incluye equipos de prueba de alta precisión, como escáneres de tres coordenadas y 3D, para garantizar que cada molde cumpla con rigurosos estándares de calidad.
Si necesita piezas de fundición a presión, por favor contáctenos.
Preguntas frecuentes
¿Cómo se comparan las tasas de producción en fundición a presión en cámara fría con otros procesos de fundición?
La fundición a presión en cámara fría puede presentar tiempos de ciclo más lentos en comparación con la fundición en cámara caliente debido a los pasos adicionales de vaciado del metal fundido y la necesidad de enfriar la cámara antes de introducir metal nuevo.
Sin embargo, sigue siendo muy eficiente para la producción de grandes volúmenes, superando a menudo otros métodos como la fundición por gravedad o la fundición en arena cuando se trata de grandes cantidades.