{kind=link}
{kind=link}
Manufacturers often compare permanent mold casting and die casting when they need strong, precise metal parts. Both processes use reusable metal molds, but they fill those molds in very different ways. That single difference affects cost, speed, surface finish, and part strength.
Die Casting vs Permanent Mold Casting: The Fundamental Differences
Permanent mold casting and die casting both use a reusable mold, but the mold design and how they move molten metal into the mold cavity vary greatly.

Filling Mechanisms and Process Overview
Permanent mold casting uses a gravity-fed method. Operators pour molten metal into a heated permanent mold, and gravity pulls the metal into the cavity. After the metal cools and solidifies, workers open the mold and remove the part. Production rates often range from about 5 to 50 castings per hour, depending on part size.
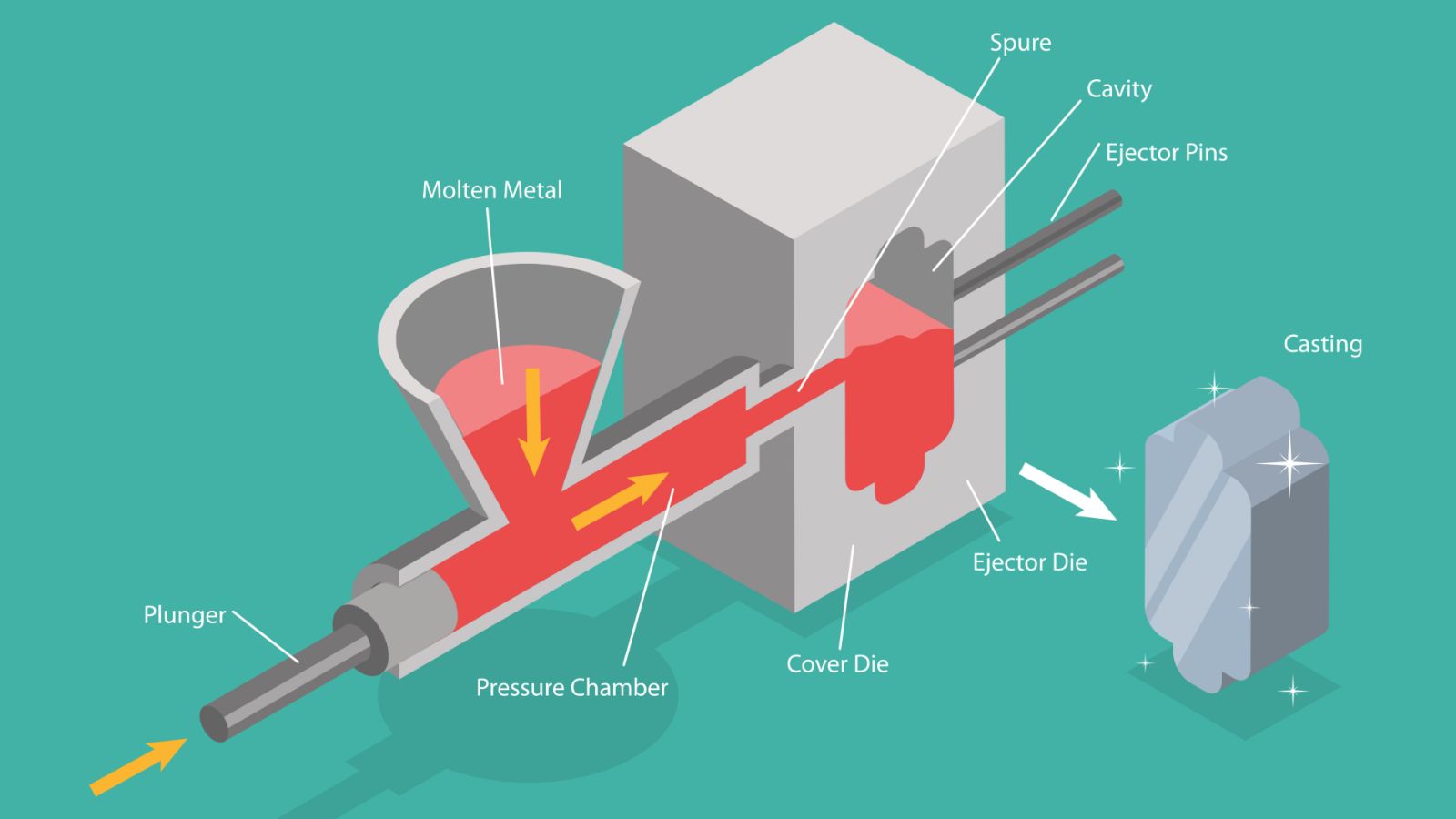
Die casting works in a different way. It forces molten metal into a die under high pressure, often above 100 bar, offering high efficiency. Some die cast systems can produce up to 200 parts per hour, which supports large production runs.
Both methods use metal molds, but the way they fill and cycle those molds sets the base for all other differences.
Reusable Mold Construction
Both processes rely on a reusable mold, yet the mold materials and design differ.
In permanent mold casting, manufacturers often build the permanent mold from cast iron, graphite, or tool steel. These molds must handle repeated heating and cooling but do not need to withstand extreme injection pressure. In some cases, sand cores are also used.
In contrast, die casting uses hardened and tempered alloy steel dies, as these dies must resist high injection pressure and repeated clamping forces. For mechanical structure, the die often includes moving slides and ejector pins. This design allows the die cast part to release quickly and supports thin walls and tight tolerances.
Tooling for die casting usually costs more because it must handle higher stress and tighter precision.
Materials and Alloys Used
Material choice drives strength, weight, corrosion resistance, and cost in both processes. Most parts use non-ferrous metals, but each method favors specific alloys based on how the metal fills and cools in the mold.
Common Metals in Permanent Mold Casting
Permanent mold casting often uses magnesium, some copper alloys, and aluminum alloys, especially A356 and other 300 series grades. These alloys flow well under gravity and offer good strength after heat treatment.
In some cases, manufacturers use cast iron in permanent molds, though this is less common than aluminum. The process handles medium production volumes and supports parts that need lower internal porosity.
Preferred Alloys for Die Casting
Die casting relies on alloys that handle high-pressure injection. The most common choice is zinc alloy like zamak and aluminum alloy A380, known for good fluidity and dimensional stability. Manufacturers frequently use magnesium alloys in die casting as well, since they offers low weight and good strength.
Die casting rarely uses iron because high melting temperatures would damage the steel dies and raise costs. The process works best with lower melting, highly castable non-ferrous metals.
For both processes, aluminum remains the most common choice in both processes, but zinc, magnesium, copper alloys, and limited iron applications each serve specific design goals.
Surface Finish and Dimensional Accuracy
Surface finish and dimensional accuracy often drive the choice between permanent mold casting and die casting. Each process produces different levels of as-cast surface finish, tight tolerances, and need for secondary machining.
Tolerances and Geometric Precision
Both methods use metal molds, so they produce a smoother as-cast surface finish than sand casting. The rigid mold walls limit surface roughness and create cleaner edges.
As for dimensional accuracy, permanent mold casting can hold good dimensional tolerances and support good alignment across the parting line, but it does not pack the cavity with force. Comparatively, die casting achieves high dimensional accuracy because pressure forces metal into every part of the cavity.
Secondary Machining Requirements
The process of permanent mold castings often requires light machining on critical surfaces. Shops may machine bearing seats, gasket faces, or threaded areas to meet tight tolerances. However, this usually still involves less machining compared to sand casting.
Die casting can minimize machining for non-critical surfaces due to its high accuracy and smooth finish, and many parts leave the die ready for assembly.
Even so, additional features such as precision bores or sealing surfaces often need secondary machining in both processes.
Mechanical Properties and Casting Quality
Mechanical performance depends on how the metal fills and cools inside the mold. Strength, porosity levels, and the ability to form complex shapes all affect how the final part performs in real use.
Structural Strength and Porosity
Permanent mold casting often produces parts with good to high strength. Gravity filling creates a steady metal flow, and controlled cooling in a metal mold improves grain structure. This process can reduce shrinkage gaps compared to many sand methods.
Porosity levels are often moderate to low, but thick sections can still trap gas if venting is poor. Proper gating and mold design remain critical.
Pressure die casting uses high injection force, often above 100 bar. The pressure helps fill thin walls and small details. It can also limit surface voids in small parts.
However, die casting can face porosity issues, especially in thicker areas. Trapped air and rapid filling may create internal gas pockets. These pockets can lower ductility and reduce load-bearing capacity in structural parts.
Complex Geometries and Internal Features
Permanent mold casting can produce complex geometries when it uses sand or metal cores. The semi-permanent mold approach allows internal galleries, channels, and hollow sections that pressure die casting may struggle to form.
This flexibility helps in parts like housings with internal passages. It also supports thicker cross sections without extreme pressure.
Die casting excels at forming thin walls and sharp detail. High pressure forces metal into narrow cavities, which supports intricate outer shapes and small radii.
Movable cores allow some internal features, but very complex internal galleries can increase tooling cost and design limits. Engineers must balance shape complexity, tooling design, and expected mechanical properties when choosing between the two processes.
Tooling, Production Volume, and Economic Considerations
Tooling design, expected production volume, and cycle time drive the cost structure of both processes. Permanent mold casting and die casting use steel molds, but they differ in tooling cost, lifespan, and the scale of high-volume production they support.

Tooling Costs and Production Volumes
Permanent mold casting uses reusable steel molds that fill by gravity, keeping tooling costs moderate. While these molds are durable, they do wear out faster under thermal cycling compared to high-pressure tools.
The molds used in die casting require hardened steel and are designed to withstand high injection pressures, complex cooling lines, and automated ejection systems. This complexity drives upfront tooling costs much higher.
However, these robust dies are built for longevity and can successfully produce hundreds of thousands or even over a million parts during their lifespan, which is why die casting specifically targets high-volume mass production, such as automotive parts or consumer electronic housings.
Production Efficiency
Permanent mold casting relies on gravity or controlled low pressure to fill the steel mold. Cycle times are steady but slower than die casting because filling and solidification take longer.
Operators often manage more manual steps, such as mold preheat and coating control. This limits how fast the process can run, especially for thicker parts.
Die casting operates at high production rates. It injects molten metal into the die under high pressure, which fills thin walls quickly and reduces solidification time. Automated systems handle spraying, closing, injection, cooling, and ejection.
Choosing the Right Process for Your Project
Manufacturers must weigh production volume, part complexity, tooling budgets, and material requirements when choosing a casting method for your project.
Here we will list some examples of how these processes are applied in the real world:
- Automotive: The industry relies on both methods. High-volume, thin-walled parts like transmission housings and brackets are typically die cast. Conversely, parts requiring extreme structural strength and reduced porosity, such as aluminum engine blocks and cylinder heads, often utilize permanent mold casting.
- Consumer Goods and Electronics: This sector relies heavily on the speed and precision of die casting. It is the go-to process for manufacturing device housings, cosmetic covers, and structural frames where tight tolerances are required to minimize secondary machining.
- Heavy Equipment and Industrial: These sectors frequently favor permanent mold (gravity) casting. For components like pump housings, valve bodies, and heavy-duty brackets, long-term durability and internal soundness matter far more than achieving the fastest possible production speed.
Bring Your Next Casting Project to Moldie
Selecting the ideal casting method isn’t always a straightforward decision. If you are unsure which route will provide the best return on investment for your specific part, Moldie is here to help. Contact Moldie today to discuss your manufacturing goals, request a comprehensive quote, and let our experts guide you to the perfect casting solution for your next project!