{kind=link}
{kind=link}
Սառը խցիկով ձուլումը կարևոր դեր է խաղում ժամանակակից արտադրության մեջ՝ ձևավորելով բարձր հալման կետեր ունեցող մետաղներից ամուր, ճշգրիտ մասեր: Դա մի գործընթաց է, որի ընթացքում հալված մետաղը բարձր ճնշման տակ ներարկվում է կաղապարի մեջ՝ բարդ և դիմացկուն բաղադրիչներ ստեղծելու համար: Այս մեթոդը լայնորեն կիրառվում է այն ոլորտներում, որոնք պահանջում են ճշգրտություն, արդյունավետություն և հուսալիություն։
Արտադրական գործընթացի աշխատանքի, օգտագործման նյութերի և կիրառման վայրերի ուսումնասիրությամբ պարզ է դառնում, թե ինչու են արտադրողները ապավինում սառը խցիկով մետաղաձուլմանը՝ պահանջվող չափանիշներին համապատասխանող մասերի համար: Հաջորդ բաժիններում մանրամասն կբացատրվի գործընթացը, կհամեմատվի այն տաք խցիկով մետաղաձուլման հետ և կընդգծվի դրա կիրառությունները:
Ի՞նչ է սառը խցիկի դիաձուլումը:
Սառը խցիկի մեջ մետաղի ձուլման գործընթաց է, որն օգտագործվում է բարձր հալման կետեր ունեցող համաձուլվածքների հետ աշխատելիս, ինչպիսիք են ալյումինը, պղինձը և մագնեզիումը: Այն հիմնված է առանձին հալման վառարանի և արտաքին ներարկման համակարգի վրա՝ ճշգրիտ, դիմացկուն մասեր ստանալու համար: բարձր ճնշում.
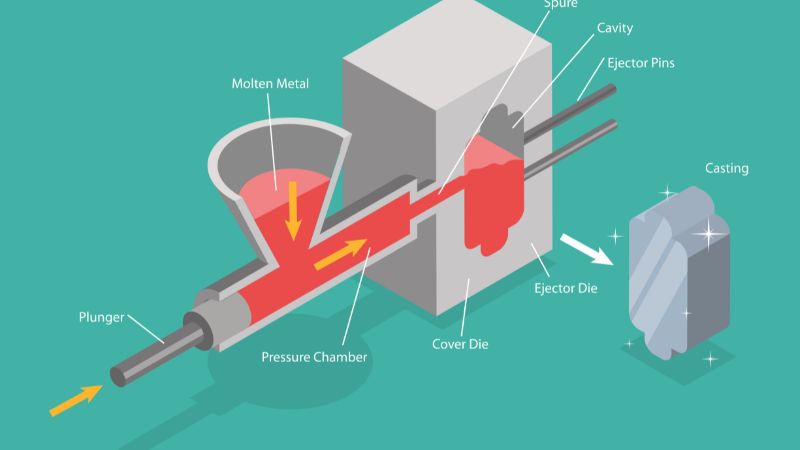
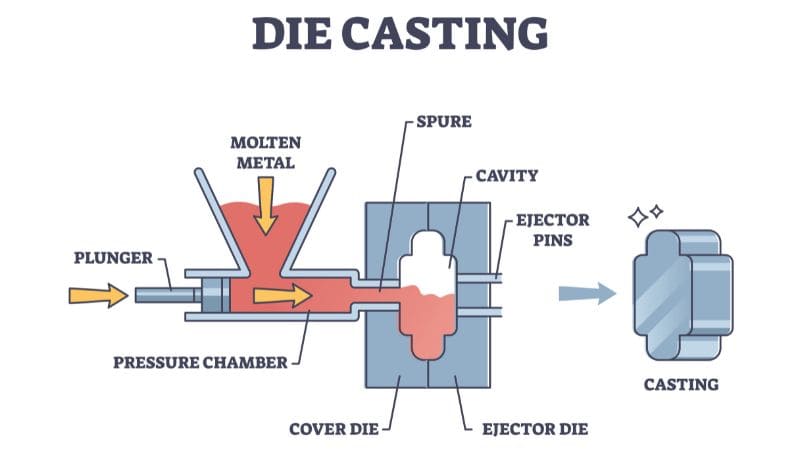
Սառը խցիկով մետաղաձուլումը մեթոդ է, որի դեպքում հալված մետաղը վառարանից տեղափոխվում է առանձին ներարկման խցիկԱյնուհետև մխոցը բարձր ճնշման տակ հալված մետաղը մղում է պողպատե կաղապարի մեջ։
Այս գործընթացը տարբերվում է տաք խցիկով մետաղաձուլումից, քանի որ ներարկման համակարգը չի ընկղմվում հալված մետաղի մեջ: Հալման վառարանը և ներարկման համակարգը առանձին պահելով՝ արտադրողները կարող են օգտագործել մետաղներ, որոնք այլապես կքայքայվեին կամ կխեղդեն տաք խցիկի սարքավորումները: Սա սառը խցիկով մետաղաձուլումը դարձնում է ալյումինի և պղնձի վրա հիմնված համաձուլվածքների համար նախընտրելի ընտրություն:
Այն լայնորեն կիրառվում է այն ոլորտներում, որոնք պահանջում են ամուր, թեթև և բարդ մասեր: Ավտոմոբիլային շարժիչի պատյանները, ավիատիեզերական բաղադրիչները և էլեկտրոնային պատյանները տարածված օրինակներ են: Այս գործընթացը գնահատվում է հարթ մակերեսներով և ճշգրիտ չափսերով կայուն մասեր ստանալու համար:
Սառը խցիկի մեջ ձուլման գործընթացի քայլերը
Սառը խցիկով ձուլումը հիմնված է վերահսկվող քայլերի հաջորդականության վրա, որոնք ապահովում են մասի ճշգրիտ ձևավորումը: Յուրաքանչյուր փուլ՝ կաղապարի պատրաստումից մինչև կարծրացած կտորի դուրսբերումը, ազդում է ձուլման վերջնական որակի, ամրության և ճշգրտության վրա:
Ձուլվածքի պատրաստում
Գործընթացը սկսվում է կաղապարի պատրաստմամբ, որը բաղկացած է երկու կեսերից, որոնք կազմում են կաղապարի խոռոչԱյս կեսերը պետք է մաքրվեն և պատվեն ամրացնող նյութով՝ կպչունությունը կանխելու և մաշվածությունը նվազեցնելու համար։
Ձուլվածքի ճիշտ ջերմաստիճանը կարևոր է: Ձուլումից առաջ կաղապարի տաքացումը նպաստում է այնպիսի թերությունների նվազեցմանը, ինչպիսիք են սառը փակումները կամ թերի լցոնումը: Այն նաև բարելավում է մետաղի հոսքը խոռոչի ներսում:
Մատրիցի կեսերը մեծ ուժով միասին ամրացնելը ապահովում է, որ ներարկման ժամանակ մետաղը դուրս չգա։ Ամրակման համակարգը պետք է ամուր պահի կաղապարը՝ մխոցի կողմից ստեղծված ճնշմանը դիմակայելու համար։
Մետաղի հալեցում և փոխանցում
Սառը խցիկով մետաղաձուլման մեջ սովորաբար օգտագործվում են բարձր հալման կետեր ունեցող մետաղներ, ինչպիսիք են ալյումինը, արույրը և պղինձը: Մետաղը նախ հալվում է ձուլման մեքենայից հեռու՝ առանձին վառարանում: Հալվելուց հետո այն զգուշորեն լցվում է ներարկման խցիկի մեջ:
Փոխանցված հալված մետաղի քանակը պետք է համապատասխանի խոռոչի չափին: Մետաղի չափազանց շատ քանակը կարող է առաջացնել բռնկում, մինչդեռ չափազանց քիչը կարող է հանգեցնել թերի լցման: Զգույշ չափումը ապահովում է համապատասխանությունը ցիկլից ցիկլ:
Ներարկում և լցոնում
Այս փուլում կենտրոնական դեր է խաղում մխոցը։ Հալված մետաղը ներարկման խցիկ մտնելուց հետո մխոցը բարձր ճնշման տակ այն առաջ է մղում։
Ներարկման ճնշումը պետք է բավականաչափ ուժեղ լինի, որպեսզի մետաղը մտցվի կաղապարի խոռոչի բոլոր մասերը, ներառյալ բարակ պատերը և մանր մանրամասները: Մխոցի արագությունն ու ուժը կարգավորվում են՝ խուսափելու համար օդի կուտակումից կամ ծակոտկենություն առաջացնող տուրբուլենտությունից:
Ներարկման խցիկը և դարպասային համակարգը հալված մետաղը ուղղորդում են կաղապարի խոռոչի մեջ: Այս ուղիների ճիշտ նախագծումը ապահովում է հարթ հոսք և նվազեցնում է թերությունների առաջացման ռիսկը:
Այս փուլն ավարտվում է, երբ խոռոչը լիովին լցվում է, և մետաղը սկսում է կարծրանալ ճնշման տակ։
Սառեցում, արտանետում և ավարտում
Խոռոչը լցնելուց հետո հալված մետաղը սառչում և պնդանում է կաղապարի ներսում: Սառեցման ժամանակը կախված է մասի հաստությունից, չափից և ընտրված համաձուլվածքից: Սառեցման ընթացքում ճնշման պահպանումը նպաստում է կծկման նվազեցմանը և բարելավում է չափերի ճշգրտությունը:
Պնդանալուց հետո կաղապարի կեսերը բացվում են, և արտամղիչ քորոցները դուրս են մղում ձուլվածքը կաղապարից: Արտամղման համակարգը պետք է ազատի մասը՝ առանց վնասելու դրա մակերեսը կամ ձևը:
Հետմշակման քայլերը հաջորդում են արտամղմանը: Դրանք կարող են ներառել ավելորդ նյութի կտրում, փայլի հեռացում կամ մակերեսների մշակում՝ ավելի խիստ թույլատրելի շեղումների համար: Որոշ ձուլվածքներ նաև ենթարկվում են ջերմային մշակման կամ մակերեսային մշակման՝ որոշակի պահանջներին համապատասխանելու համար:
Այս փուլի ավարտին ձուլվածքը պատրաստ է ստուգման և արտադրության մեջ հետագա օգտագործման համար:
Սառը խցիկի մետաղական ձուլման մեջ օգտագործվող նյութեր
Սառը խցիկով ձուլման համար օգտագործվում են մետաղներ, որոնք կարող են դիմակայել բարձր ջերմաստիճաններին և պահպանել ամրությունը պահանջկոտ պայմաններում: Այս նյութերը ընտրվում են իրենց հալման ջերմաստիճանների, ամրության, կոռոզիոն դիմադրության և ճշգրիտ, երկարակյաց մասեր արտադրելու ունակության համար:
Բարձր հալման կետ ունեցող մետաղներ
Սառը խցիկի մեքենաները նախատեսված են գունավոր մետաղների համար, որոնք ունեն ավելի բարձր հալման ջերմաստիճաններ, քան տաք խցիկի համակարգերը: Օրինակներ են՝ ալյումինե համաձուլվածքներ, պղնձի համաձուլվածքներ, մագնեզիում, և որոշակի ցինկի համաձուլվածքներ բարձր ալյումինի պարունակությամբ.
Բարձր հալման կետ ունեցող մետաղների հիմնական առավելությունները մետաղաձուլման մեջ.
- Ավելի լավ ամրություն և կարծրություն՝ համեմատած ցածր հալման կետ ունեցող մետաղների հետ
- Բարձր ջերմաստիճաններում մաշվածության և դեֆորմացիայի դիմադրություն
- Կառուցվածքային և բեռնակիր մասերի համար պիտանիություն
Արդյունաբերություններ, ինչպիսիք են ավտոմոբիլային, ավիատիեզերական և արդյունաբերական սարքավորումներ հաճախ ապավինում են այս նյութերին, քանի որ դրանք համատեղում են ամրությունը ճշգրտության հետ: Բարդ ձևեր ստանալու նրանց ունակությունը՝ հաստատուն որակով, դրանք կարևոր է դարձնում պահանջկոտ կիրառությունների համար:
Ալյումինե համաձուլվածքներ
Ալյումինե ձուլում Սառը խցիկի մեքենաների ամենատարածված օգտագործումն է։ Ալյումինի համաձուլվածքները համակցվում են թեթև հատկություններ հետ լավ մեխանիկական ամրություն և գերազանց կոռոզիոն դիմադրությունԱյս հատկանիշները դրանք իդեալական են դարձնում պատյանների, փակագծերի և շարժիչի բաղադրիչների արտադրության համար:
Ալյումինը նույնպես ունի բարձր ջերմային և էլեկտրական հաղորդունակություն, որը օգտակար է էլեկտրոնիկայում և ջերմության կառավարման համակարգերում օգտագործվող մասերի համար: Ի տարբերություն որոշ այլ մետաղների, ալյումինը պահպանում է իր աշխատանքային արդյունավետությունը լայն ջերմաստիճանային միջակայքում, ինչը այն դարձնում է հուսալի թե՛ ներքին, թե՛ արտաքին միջավայրերում:
Արտադրողները հաճախ ընտրում են ալյումինե ձուլվածքներ մեծ ծավալի արտադրություն քանի որ համաձուլվածքը լավ է ներծծվում մանրամասն կաղապարների մեջ։ Սա հանգեցնում է հարթ մակերեսներով և չափերի ճշգրտությամբ մասերի ստացմանը՝ նվազեցնելով երկրորդային մեքենայացման անհրաժեշտությունը։
Հաճախակի կիրառություններ ներառում են՝
- Ավտոմեքենայի բաղադրիչներ ինչպիսիք են փոխանցման տուփերը և շարժիչի բլոկները
- Սպառողական էլեկտրոնիկայի պատյաններ
- Արդյունաբերական մեքենաների մասեր պահանջում է թեթև ուժ
Մագնեզիումի և պղնձի համաձուլվածքներ
Մագնեզիումի համաձուլվածքներ գնահատվում են որպես առկա ամենաթեթև կառուցվածքային մետաղներ։ Դրանք առաջարկում են լավ ամրության և քաշի հարաբերակցություն, ինչը դրանք օգտակար է դարձնում ավիատիեզերական և ավտոմոբիլային մասերում, որտեղ քաշի նվազեցումը կարևոր է: Մագնեզիումը նաև ապահովում է գերազանց մեքենայականություն և լավ ջերմահաղորդականություն, չնայած այն պահանջում է զգույշ վարվելակերպ՝ իր ռեակտիվության պատճառով։
Պղնձի համաձուլվածքներմյուս կողմից, առանձնանում են իրենց բարձր ձգման ամրություն, մաշվածության դիմադրություն, և գերազանց հաղորդունակությունԱյս հատկությունները պղնձի համաձուլվածքները դարձնում են հարմար էլեկտրական բաղադրիչների, սանտեխնիկական սարքավորումների և ծանր բեռների ենթարկվող մասերի համար:
Չնայած պղինձը ավելի ծանր է, քան ալյումինը կամ մագնեզիումը, այն ապահովում է դիմացկունություն այնպիսի կիրառություններում, որոնք պահանջում են երկար ծառայության ժամկետ և կոռոզիայի դիմադրությունԾայրահեղ աշխատանքային պայմաններին դիմակայելու ունակությունը այն դարձնում է արդյունաբերական և բարձր արդյունավետության մասերի համար լավագույն ընտրություն:
Միասին, մագնեզիումի և պղնձի համաձուլվածքները ընդլայնում են սառը խցիկով դրոշմման ձուլման տեսականին՝ տրամադրելով տարբերակներ, որոնք հավասարակշռում են քաշը, ամրությունը և հաղորդականությունը մասնագիտացված կարիքների համար:
Սառը խցիկ ընդդեմ տաք խցիկի՝ դիէլեկտրական ձուլման
Սառը և տաք խցիկներով ձուլման դեպքում հալված մետաղը մատրիցայի մեջ մտցնելու համար ճնշում է կիրառվում, սակայն դրանք տարբերվում են նրանով, թե ինչպես է մետաղը մտնում մեքենա և ինչ համաձուլվածքներ կարող են մշակել։ Այս տարբերությունները ազդում են ցիկլի տևողության, գործիքի կյանքի տևողության և արտադրվող մասերի տեսակների վրա։
Հիմնարար տարբերություններ
Մեջ սառը խցիկի ձուլում, հալված մետաղը լցվում է առանձին կրակոցի թևքի մեջ, ապա ներարկվում է մատրիցայի մեջ։ Այս գործընթացն ավելի դանդաղ է, քանի որ պահանջում է ձեռքով կամ ավտոմատացված շերեփով լցնում։ Այն օգտագործվում է բարձր հալման ջերմաստիճան ունեցող մետաղների համար, ինչպիսիք են ալյումինը, արույրը և որոշակի մագնեզիումի համաձուլվածքները։
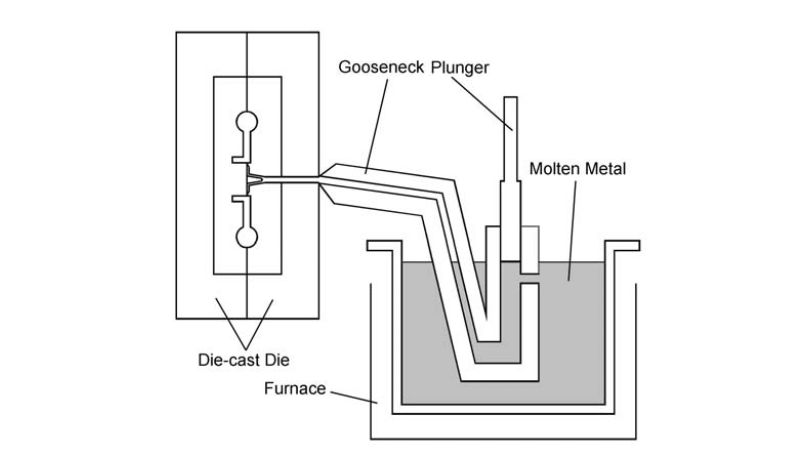
Մեջ տաք խցիկի ձուլում, ներարկման համակարգը ընկղմվում է հալված մետաղի վառարանի մեջ: Մեքենան մետաղը մղում է անմիջապես մատրիցայի մեջ, ինչը գործընթացը դարձնում է ավելի արագ և արդյունավետ: Այս մեթոդը իդեալական է ցածր հալման ջերմաստիճան ունեցող մետաղների համար, ինչպիսիք են ցինկը, կապարը և որոշ մագնեզիումի համաձուլվածքները:
Հիմնական տարբերությունը սարքավորումների մաշվածության մեջ է։ Տաք խցիկով մեքենաները ավելի քիչ լարվածություն են ենթարկվում, քանի որ օգտագործում են ավելի մեղմ համաձուլվածքներ, մինչդեռ սառը խցիկով մեքենաները պետք է դիմակայեն ավելի բարձր ջերմաստիճանների, որոնք կարող են կրճատել գործիքի կյանքի տևողությունը։
| Հատկանիշ | Սառը պալատ | Տաք պալատ |
|---|---|---|
| Մետաղի տեսակը | Ալյումին, արույր, մագնեզիում (բարձր հալման) | Ցինկ, կապար, մագնեզիում (թույլ հալվող) |
| Ցիկլի արագությունը | Ավելի դանդաղ | Ավելի արագ |
| Մետաղի մշակում | Խցկված է կրակոցի թևքի մեջ | Անմիջապես վառարանից մղված |
| Գործիքների մաշվածություն | Ավելի բարձր | Ստորին |
Սառը խցիկի ձուլման կիրառությունները
Սառը խցիկով ձուլումը նպաստում է այն ոլորտներին, որոնք կարիք ունեն ճշգրիտ, դիմացկուն և թեթև մետաղական մասերի: Այն հատկապես արժեքավոր է ալյումինից և այլ համաձուլվածքներից պատրաստված բաղադրիչների համար, որոնք պահանջում են բարձր ամրություն և ճշգրիտ չափսեր:

Ավտոմոբիլային բաղադրիչներ
Ավտոարտադրողները օգտագործում են սառը խցիկի մեջ ձուլման ձուլվածք՝ ստեղծելու համար շարժիչի բլոկներ, գլանի գլխիկներ և փոխանցման տուփերի պատյաններԱյս մասերը պետք է դիմանան ջերմությանը, ճնշմանը և մեխանիկական լարվածությանը, ինչը ալյումինե ձուլածոները դարձնում է տարածված ընտրություն: Գործընթացը ապահովում է խիստ թույլատրելի շեղումներ և հաստատուն որակ, ինչը նվազեցնում է երկրորդային մեքենայացման անհրաժեշտությունը:
Այս մեթոդով արտադրվում են նաև թեթև կախոցի մասեր, ինչպիսիք են կառավարման լծակները և ղեկային հոդերը: Մասի քաշը նվազեցնելով՝ առանց ամրությունը զոհաբերելու, արտադրողները բարելավում են վառելիքի արդյունավետությունը և մեքենայի կառավարելիությունը:
Բարակ պատերով բարդ ձևեր ձևավորելու ունակությունը թույլ է տալիս ինժեներներին նախագծել մասեր, որոնք համատեղում են կատարողականը ծախսերի խնայողության հետ: Սա սառը խցիկի միջոցով դրոշմման ձուլումը դարձնում է ժամանակակից ավտոմոբիլային արտադրության ստանդարտ գործընթաց:
Արդյունաբերական և էլեկտրական մասեր
Արդյունաբերական սարքավորումներում ձուլածո պատյաններն ու փակագծերը օգտվում են սառը խցիկի մեթոդների ամրությունից և դիմացկունությունից: Բաղադրիչները կարող են արտադրվել հարթ մակերեսներով և ճշգրիտ չափսերով, ինչը նվազեցնում է հավաքման հետ կապված խնդիրները և բարելավում հուսալիությունը:
Էլեկտրական միակցիչներ, պատյաններ և շարժիչի պատյաններ պահանջում են ինչպես ճշգրտություն, այնպես էլ մաշվածության դիմադրություն: Սառը խցիկով ձուլումը թույլ է տալիս օգտագործել ալյումինի և պղնձի նման համաձուլվածքներ, որոնք ապահովում են լավ հաղորդունակություն և կոռոզիոն դիմադրություն:
Գործընթացը նաև նպաստում է մասերի մեծ ծավալի արտադրությանը՝ հաստատուն որակով։ Սա կարևոր է այնպիսի ոլորտների համար, ինչպիսիք են էլեկտրաէներգիայի բաշխումը, ծանր մեքենաները և վերականգնվող էներգիայի սարքավորումները, որտեղ երկար ծառայության ժամկետը և անվտանգությունը գերակա են։
Սպառողական ապրանքներ և էլեկտրոնիկա
Սառը խցիկի մետաղական ձուլումը լայնորեն կիրառվում է սպառողական ապրանքներ որտեղ կարևոր են և՛ տեսքը, և՛ դիմացկունությունը: Խոհանոցային տեխնիկայի, էլեկտրական գործիքների պատյանների և կահույքի պարագաների նման իրերը հաճախ ապավինում են ալյումինե ձուլվածքին՝ ամրության և մաքուր մակերեսի համար:
Էլեկտրոնիկայի ոլորտում արտադրողները օգտագործում են այս գործընթացը՝ բջջային հեռախոսի պատյաններ, նոութբուքի կախոցներ և աուդիո սարքավորումների պատյաններԱյս մասերը պետք է լինեն թեթև, բայց բավականաչափ ամուր՝ զգայուն բաղադրիչները պաշտպանելու համար։
Ձուլման միջոցով ստացված հարթ մակերեսներն ու նուրբ մանրամասները նույնպես կրճատում են մշակման փուլերը, ինչը նվազեցնում է ծախսերը՝ միաժամանակ պահպանելով բարձրորակ տեսքը: Ֆունկցիայի և դիզայնի այս հավասարակշռությունը գործընթացը դարձնում է արժեքավոր սպառողական շուկաներում:
Հաճախակի տրվող հարցեր
Որո՞նք են սառը խցիկով դրոշմման ձուլման օգտագործման հիմնական առավելությունները:
Այս գործընթացը արտադրում է բարձր չափսերի ճշգրտությամբ և հարթ մակերեսային մշակում ունեցող մասեր։ Այն կարող է ձևավորել բարակ պատեր և բարդ ձևեր, որոնք դժվար կլինեին արտադրական այլ մեթոդներով։
Այն նաև աջակցում է մեծածավալ արտադրությանը՝ կայուն որակով, ինչը այն արդյունավետ է դարձնում այն ոլորտների համար, որոնք մեծ ծավալի մասերի կարիք ունեն։
Ո՞ր դեպքերում է սառը խցիկով մետաղաձուլումը առավել հաճախ կիրառվում:
Ավտոմոբիլային արտադրողները այն օգտագործում են շարժիչի բլոկների, փոխանցման տուփի պատյանների և կառուցվածքային մասերի համար: Ավիատիեզերական ընկերությունները ապավինում են դրան՝ թեթև, բայց ամուր բաղադրիչների համար:
Այն նաև օգտագործվում է էլեկտրոնիկայում՝ պատյանների և բժշկական սարքավորումների համար, որտեղ պահանջվում է ճշգրտություն և դիմացկունություն։
Որո՞նք են սառը խցիկով մետաղական ձուլման սահմանափակումները:
Սարքավորումն ունի ավելի բարձր տեղադրման ծախսեր, քանի որ այն պահանջում է առանձին վառարան: Գործընթացը կարող է նաև ավելի դանդաղ լինել, քան տաք խցիկով ձուլման դեպքում՝ հալված մետաղի փոխանցման լրացուցիչ քայլի պատճառով:
Այն իդեալական չէ շատ մեծ մասերի կամ ցածր հալման կետեր ունեցող մետաղների համար, որոնք ավելի հարմար են տաք խցիկով ձուլման համար։