{kind=link}
{kind=link}

Gravitacijsko lijevanje u kalupu temeljni je proizvodni proces poznat po proizvodnji visokokvalitetnih metalnih komponenti s preciznošću i učinkovitošću. U članku se bavimo osnovama ove tehnike, istražujući njezine prednosti, primjenu i stručnost koju Moldiecasting donosi.
Što je gravitacijski lijev pod pritiskom?
Gravitacijsko lijevanje pod pritiskom je metoda u kojoj možete stvoriti detaljne metalne dijelove pomoću metalnog kalupa i prirodne sile gravitacije. Ovaj proces daje izvrsnu površinsku obradu i dimenzijsku točnost.
U lijevanju pod pritiskom gravitacije, rastaljeni metal jednostavno se ulijeva u trajna plijesan bez sile. Rastaljeni metal ispunjava kalupna šupljina koristeći samo gravitaciju. Evo osnovnih koraka:
- Pripremite kalupKalup, koji je obično izrađen od čelika, zagrijava se, a zatim se premazuje kako bi se spriječilo lijepljenje metala.
- Rastopite metalLegure kao što su aluminijum, bakar, cinki magnezijse rastope u tekući oblik.
- koji lijeRastaljeni metal se ulijeva u šupljinu kalupa.
- HlađenjeJednom kada je unutar kalupa, metal se hladi i počinje očvršćavanje
- IzbacivanjeNakon što se metal stvrdne, dio se vadi iz kalupa.
Nakon lijevanja u kalupu, vaši će odljevci vjerojatno zahtijevati dodatne korake kako bi zadovoljili točne standarde za površinsku obradu i preciznost. Istražimo kako strojna obrada, površinska obrada i inspekcije igraju ključnu ulogu u isporuci visokokvalitetnih odljevaka.
Nakon što izvadite odljevak iz kalupa, često je potrebna strojna obrada kako bi se postigao konačni oblik i dimenzije. CNC obrada je precizan način uklanjanja viška materijala, posebno s područja poput linije razdvajanja. Ova razina preciznosti osigurava da vaš odljevak zadovoljava potrebne točnost dimenzija i ponovljivosti za željenu primjenu.
Površinski tretmani i premazi se primjenjuju kako bi se postigao izvrsna površinska obrada i poboljšati snagaVaši odljevci mogu proći kroz procese kao što su:
- poliranje: Za zaglađivanje površine radi postizanja visokokvalitetnog izgleda i osjećaja.
- pjeskarenjeZa čišćenje i teksturiranje površine, uklanjanje svih nečistoća.
- Bojanje ili premazivanje kalupomZa zaštitu metala i poboljšanje njegove otpornosti na utjecaje okoline.
Materijali za gravitacijsko lijevanje pod tlakom
Legure obojenih metala se obično koriste za gravitacijsko lijevanje pod pritiskom. Evo popisa metala i njihovih svojstava koje možete odabrati:
- AluminijLagan, čvrst i otporan na koroziju.
- Legure bakraPoznati su po svojoj električnoj i toplinskoj vodljivosti.
- cinkNudi visoku čvrstoću i tvrdoću.
- MagnezijIznimno lagan s visokim omjerom čvrstoće i težine.
Prednosti i nedostaci gravitacijskog lijevanja pod tlakom

Gravitacijsko lijevanje pod pritiskom nudi ravnotežu fleksibilnosti dizajna i performansi za izradu metalnih dijelova. Bez obzira radite li u automobilskoj, zrakoplovnoj ili industriji robe široke potrošnje, ovaj proces bi vam mogao biti potreban.
Visokokvalitetna završna obrada površineDobit ćete glatkiju površinu odmah iz kalupa, smanjujući potrebu za opsežnim završnim radovima. Postupak omogućuje visoka dimenzijska točnost, što znači da će se dijelovi koje napravite dobro uklapati i funkcionirati kako je predviđeno.
- IsplativoPosebno za srednje do velike proizvodne serije, gravitacijsko lijevanje u kalupu je isplativa metoda. Troškovi izrade alata obično su niži u usporedbi s drugim postupcima lijevanja, a omogućuje veću stopu proizvodnje s manje nedostataka.
- Fleksibilnost dizajnaImate slobodu stvaranja složenih oblika i zamršenih dizajna gravitacijskim lijevanjem pod tlakom koje druge metode možda ne dopuštaju. U kombinaciji s visoke čvrstoćematerijala, vaši dijelovi mogu zadovoljiti stroge zahtjeve raznih industrija bez kompromisa u pogledu estetike.
- TočnostAko vaše komponente zahtijevaju precizna mjerenja i uske tolerancije, otkrit ćete da gravitacijsko lijevanje pod tlakom može postići tu konzistentnost.
Gravitacijsko lijevanje pod pritiskom, unatoč širokoj upotrebi, ima nekoliko značajnih nedostataka. Jedan od glavnih nedostataka su značajna ograničenja u dizajnu, jer se proces oslanja isključivo na gravitacijske sile za tok metala, što otežava proizvodnju složenih geometrija, tankih stijenki i dijelova s podrezanim dijelovima.
Tehnička ograničenja dodatno pogoršavaju ove probleme, jer je gravitacijsko lijevanje pod pritiskom najprikladnije za manje komponente od aluminijskih i cinkovih legura, a ima poteškoća s većim dijelovima zbog potencijalne deformacije.
Problemi s kvalitetom, uključujući osjetljivost na nedostatke poput hladnih zatvaranja i pogrešnih isporuka, kao i dulji rokovi proizvodnje, čine ovu metodu manje idealnom za projekte koji zahtijevaju preciznost i brzu isporuku.
Primjena dijelova lijevanih pod pritiskom
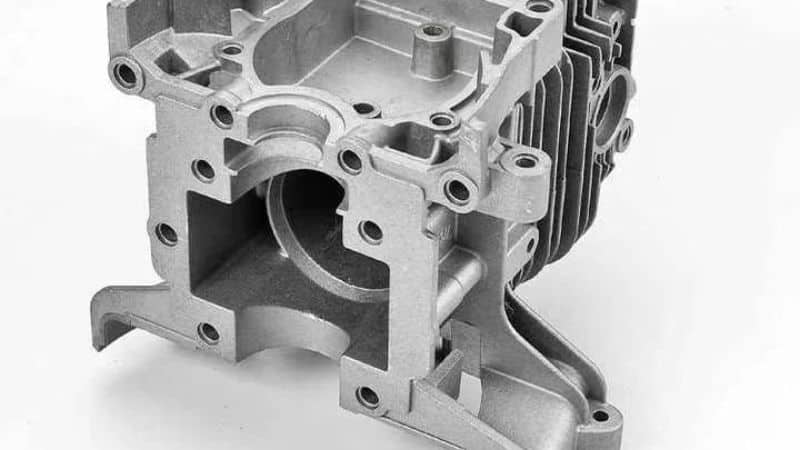
Industrijski strojeviVašim strojevima potrebni su dijelovi koji mogu izdržati teške uvjete. Gravitacijsko lijevanje u kalupu olakšava proizvodnju izdržljivih blokova motora i drugih komponenti koje su sastavni dio industrijskih strojeva.
- Automobilski dijeloviBilo da se radi o mjenjačima ili komponentama šasije, gravitacijsko lijevanje pod pritiskom široko se koristi u automobilskoj industriji zbog svoje sposobnosti proizvodnje čvrstih i laganih dijelova koji mogu poboljšati performanse i sigurnost vozila.
Zrakoplovne komponenteU zrakoplovstvu je svaki gram važan. Gravitacijsko lijevanje pod tlakom pomaže u stvaranju komponenti koje ne samo da zadovoljavaju stroge regulatorne standarde, već i doprinose ukupnom smanjenju težine i učinkovitosti zrakoplova.
- Potrošačka dobraNa svakodnevnijoj razini, ovaj proces lijevanja je osnova nekih trajnih dobara koje koristite u svom domu. Od kuhinjskih aparata do elektroničkih kućišta, gravitacijsko lijevanje produljuje vijek trajanja proizvoda.
Usporedba gravitacijskog lijevanja pod tlakom s drugim metodama lijevanja
| Vrsta procesa | Ključne prednosti | Glavna ograničenja | Najbolje aplikacije |
| Lijevanje gravitacijom | – Dobra kvaliteta površine
– Umjereni troškovi alata – Potrebe za jednostavnom opremom |
– Ograničeno na jednostavne dizajne
– Sporija vremena ciklusa – Ograničenja veličine |
– Automobilski dijelovi
– Industrijske komponente – Kuhinjska oprema |
| Lijevanje pijeska | – Niski troškovi postavljanja
– Bilo koji metal moguć – Mogući su veliki dijelovi |
– Gruba površinska obrada
– Manja točnost – Radno intenzivan |
– Teški strojevi
– Velike komponente – Prototipovi |
| Lijevanje pod niskim pritiskom | – Bolja kontrola punjenja
– Manja poroznost - Dobro za tanke zidove |
– Veći trošak opreme
– Ograničene mogućnosti materijala – Složeno postavljanje |
– Blokovi motora
– Naplatci kotača – Složeni dijelovi |
| Lijevanje pod visokim pritiskom | – Izvrsni detalji
– Brzi ciklusi – Moguće tanke stijenke |
– Vrlo visoka cijena alata
– Ograničenja veličine – Materijalna ograničenja |
– Kućišta za elektroniku
– Male komponente – Dijelovi velikog obima |
| Casting za ulaganje | – Najviša preciznost
– Složene geometrije – Izvrsna završna obrada |
– Najskuplji postupak
– Spora proizvodnja – Samo mali dijelovi |
– Dijelovi za zrakoplovstvo
– Medicinski uređaji – Nakit |
Partnerstvo s Moldiecastingom
Za visokokvalitetna rješenja lijevanja metala, Moldiecasting nudi iznimne usluge lijevanja pod pritiskom koje pružaju izvanredne rezultate.
Za projekte koji zahtijevaju precizne specifikacije i pouzdane performanse, Moldiecasting je vaš pouzdani partner. S dugogodišnjim iskustvom u lijevanju pod pritiskom, Moldiecasting se specijalizirao za pružanje vrhunskih rješenja za lijevanje u raznim industrijama.
Ako tražite profesionalne usluge lijevanja pod pritiskom koje kombiniraju tehničku stručnost s rješenjima usmjerenim na kupca, ne ustručavajte se kontaktirajte Moldiecasting za vaše potrebe lijevanja.
Često postavljana pitanja
Kako se gravitacijsko lijevanje pod tlakom uspoređuje s lijevanjem pod tlakom?
Iako oba uključuju rastaljeni metal i kalupe, gravitacijsko lijevanje pod tlakom koristi silu gravitacije, što rezultira sporijim vremenom punjenja i potencijalno manjom turbulencijom unutar rastaljenog metala. S druge strane, lijevanje pod tlakom koristi visoki tlak za utiskivanje metala u kalup, što dovodi do brže proizvodnje i finijih detalja u odljevku.
Koja je minimalna debljina stijenke koju je moguće postići kod lijevanja pod tlakom?
Minimalna debljina stijenke kod lijevanja pod pritiskom može biti prilično tanka, ali opći prag je oko 3 mm, što omogućuje adekvatan protok rastaljenog metala i skrućivanje bez nedostataka. Dizajnerski aspekti moraju biti uravnoteženi s fizičkim svojstvima metala i složenošću dijela.