{kind=link}
{kind=link}
Čo je tlakové liatie v studenej komore
Vo svete výroby môžete nájsť rôzne metódy tvarovania kovu do súčiastok. Jedným z účinných spôsobov je tlakové liatie v studenej komore, ktoré je vhodné pre kovy s vysokým bodom topenia. Táto technika využíva vysoký tlak na vstrekovanie roztaveného kovu do formy.
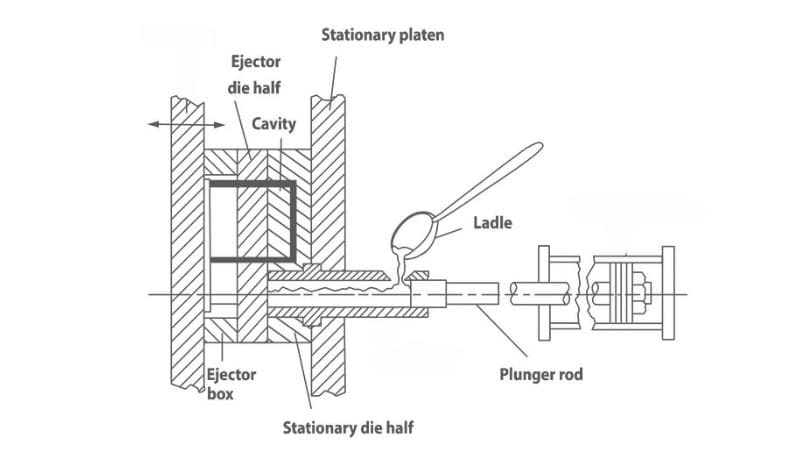
Komponenty stroja so studenou komorou

Stroj na tlakové liatie so studenou komorou sa skladá z niekoľkých základných komponentov, ktoré spolupracujú na efektívnej výrobe presných kovových dielov.
Vstrekovací systém, zvyčajne hydraulický alebo mechanický piest, je zodpovedný za vstrekovanie roztaveného kovu do formy.
Výstrelová komora zaisťuje kontrolované vstrekovanie minimalizáciou kontaktu kovu so systémom. Zostava matrice, pozostávajúci zo samčej a samičej polovice, tvaruje roztavený kov do požadovaného tvaru. Robustný upínací mechanizmus drží polovice matrice pohromade pod vysokým tlakom počas vstrekovania.
Keď kov stuhne, vyhadzovací systém používa vyhadzovacie kolíky alebo dosky na odstránenie hotového odliatku bez poškodenia.
Integrovaný chladiace kanály v rámci matrice regulujú teplotu, čím zabezpečujú správne tuhnutie a skracujú časy cyklov.
ďalej, hydraulický systém poháňa vstrekovací aj upínací mechanizmus a poskytuje potrebnú silu pre plynulý a efektívny chod.
Výrobný proces tlakového liatia v studenej komore
Proces tlakového liatia v studenej komore začína výberom vhodných kovových zliatin; tieto kovy sú prvé roztavené vo vonkajšej peci, čím sa zabezpečí, že dosiahnu potrebný tekutý stav bez kontaminácie.
Po skvapalnení sa roztavený kov opatrne prenesie do výstrelový rukáv tlakového liacieho stroja so studenou komorou, čo je proces, ktorý vyžaduje udržiavanie kovu na konštantnej teplote, aby sa zabránilo predčasnému tuhnutiu.
Nastavenie studenej komory umožňuje lepšiu kontrolu nad kovmi s vyšším bodom topenia, čím sa zvyšuje všestrannosť procesu.
Ďalej, kocka, ktorá bola starostlivo pripravená a upnutá, aby odolala vysokému tlaku, zohráva kľúčovú úlohu pri tvarovaní kovu. Forma sa skladá z dvoch presne opracovaných polovíc, ktoré tvoria dutinu formy a zodpovedajú požadovanej geometrii konečného produktu. Hydraulicky ovládaný piest alebo piest potom vyvíja obrovský tlak, aby vytlačil roztavený kov z vstrekovacieho puzdra do dutiny formy. Toto vysokotlakové vstrekovanie zabezpečuje, že kov preniká do každého zložitého detailu formy, čím sa eliminujú vzduchové bubliny a zabezpečuje sa štrukturálna integrita.
Keď je dutina matrice úplne obsadená, kov začne rýchlo chladnúť a tuhnúť vo vnútri formy. Čas chladenia je starostlivo kontrolovaný, aby sa dosiahla optimálna tvrdosť a pevnosť odliatku. Po dostatočnom ochladení sa polovice formy oddelia a vyhadzovacie kolíky aktivujte, aby ste presne odstránili stuhnutý odliatok bez toho, aby ste spôsobili akékoľvek povrchové chyby alebo deformácie.
Aká je upínacia sila a čas cyklu?
Upínacia sila
Upínacia sila je sila, ktorú vyvíja tlakový liací stroj na pevné spojenie dvoch polovíc formy počas vstrekovania roztaveného kovu.
Upínaciu silu je možné vypočítať pomocou vzorca:
Upínacia sila = Tlak v dutine × Premietaná plochaUpínacia sila = Tlak v dutine × Premietaná plocha
kde:
- dutina Tlak is tlak vyvíjaný na roztavený kov počas vstrekovania.
- premietaný Plocha is oblasť formy, ktorá je kolmá na smer vstrekovania.
Napríklad, ak má diel projektovanú plochu 120 cm² a vyžaduje vstrekovací tlak 800 kg/cm², potrebná upínacia sila by sa vypočítala takto:
Upínacia sila = 800 kg cm2 × 120 cm2 = 96 000 kg alebo približne 96 ton
Čas cyklu
Čas cyklu pri tlakovom liatí v studenej komore sa vzťahuje na celkový čas potrebný od jedného vstrekovacieho cyklu k ďalšiemu. Tento cyklus zvyčajne zahŕňa niekoľko fáz: upnutie, vstrekovanie, chladenie a vyhadzovanie. Celkový čas cyklu sa môže značne líšiť, ale vo všeobecnosti sa pohybuje medzi 2 sekundy a 1 minúta.
Zložky času cyklu
- Čas upnutiaČas potrebný na uzavretie a zaistenie polovíc formy pred vstrekovaním.
- Čas vstrekovaniaKrátky čas (zvyčajne menej ako 0.1 sekundy), počas ktorého sa roztavený kov vstrekuje do formy.
- Doba chladeniaČas potrebný na úplné stuhnutie roztaveného kovu vo forme. Môže sa líšiť v závislosti od hrúbky steny a vlastností materiálu.
- Čas vysunutiaČas potrebný na otvorenie formy a vysunutie hotového dielu.
Aké sú výhody tlakového liatia v studenej komore?

Idokáže spracovať kovy s vysokým bodom topenia, ako hliník a zliatiny medi, použitím externej pece, ktorá zaisťuje lepšiu reguláciu teploty a zabraňuje predčasnému tuhnutiu. Táto metóda umožňuje vytvárať zložité a presné tvary s vynikajúcou povrchovou úpravou, pretože vysokotlakové vstrekovanie vyplní každý detail formy bez vzduchových dutín.
Okrem toho sú formy používané pri tlakovom liatí v studenej komore odolnejšie pretože sú vystavené menšiemu tepelnému namáhaniu, čo vedie k dlhšej životnosti a nižším nákladom na údržbu. Kontrola kvality je vylepšená vďaka presnému monitorovaniu teploty, tlaku a rýchlosti vstrekovania, čo vedie ku konzistentným a bezchybným odliatkom. Tento proces tiež ponúka väčšiu flexibilitu, čo umožňuje výrobu väčších a ťažších dielov vhodných pre odvetvia ako automobilový a letecký priemysel.
Okrem toho, prevádzková efektivita sa zlepšuje pretože externá pec zjednodušuje údržbu a skracuje prestoje.
Porovnanie s tlakovým liatím v horúcej komore
Odlievanie do horúcej komory sa líši hlavne preto, že komora je v neustálom kontakte s roztaveným kovom. Tento proces je vhodnejší pre kovy s nižšími bodmi topenia. Pri tlakovom liatí s horúcou komorou je komora spojená s dutinou formy ponorená do roztaveného kovu. Piest priamo tlačí roztavený kov do formy bez potreby naberania.
Tu je to, čo ich odlišuje:
| Aspekt | Odlievanie horúcej komory | Odlievanie za studena |
| Umiestnenie pece | Zabudované v stroji, priamo pripojené k matrici | Oddelene od stroja sa roztavený kov nalieval do vstrekovacej objímky |
| Čas cyklu | Kratšie a rýchlejšie výrobné cykly (~15 odliatkov za minútu) | Dlhšie časy cyklov vďaka manuálnemu prenosu kovu |
| Kompatibilita s kovmi | Vhodné pre zliatiny s nízkou teplotou topenia (napr. zinok, horčík) | Vhodné pre zliatiny s vysokým bodom topenia (napr. hliník, meď) |
| Vstrekovací tlak | Nižší tlak (1 000 – 5 000 psi) | Vyšší tlak (2 000 – 20 000 psi) |
| Životnosť nástrojov/závitových matríc | Dlhšia životnosť závitového nástroja vďaka nižším teplotám kovu | Kratšia životnosť matrice kvôli vyšším teplotám kovu |
| Výrobný objem | Efektívnejšie pre veľkoobjemovú výrobu | Vhodnejšie pre menšie objemy alebo väčšie diely |
| Zložitosť časti | Vhodné pre malé, jednoduché diely | Ideálne pre väčšie a zložitejšie diely |
| povrchová úprava | Vynikajúca povrchová úprava a rozmerová presnosť | Dobrá povrchová úprava, ale môže vyžadovať dodatočné spracovanie |
| Bezpečnostné hľadiská | Menej bezpečnostných obáv vďaka nižším teplotám | Vyžaduje si viac bezpečnostných opatrení kvôli manipulácii s kovmi s vyššou teplotou |
| Náklady na počiatočné nastavenie | Nižšia kvôli jednoduchšiemu nastaveniu | Vyššia kvôli dodatočnému vybaveniu (samostatná pec) |
Správny materiál pre tlakové liatie v studenej komore
Pri tlakovom liatí v studenej komore je výber správneho materiálu nevyhnutný, pretože priamo ovplyvňuje mechanickú pevnosť a tepelnú úpravu vašich dielov.
Pri výbere materiálu pre váš projekt tlakového liatia v studenej komore máte na výber z rôznych kovov. Hliník je najlepšou voľbou vďaka svojej nízkej hmotnosti a vysokej pevnosti. Medzi ďalšie možnosti patria horčíkové zliatiny, ktoré sú ešte ľahšie ako hliník a zliatiny medi a známe svojou vynikajúcou elektrickou vodivosťou.
Aplikácie dielov odlievaných za studena tlakovou liatou vodou
Tlakové liatie v studenej komore vám umožňuje vytvárať robustné diely používané v rôznych odvetviach, čím sa zabezpečí trvácny a presný výsledok zakaždým.
Napríklad automobilový sektor sa na túto metódu spolieha bloky motora a skrine prevodovky, ktoré vyžadujú vysokú pevnosť a presnosť. Vo svete leteckého priemyslu výrobcovia uprednostňujú tento prístup pre letecké diely ako súčiastky motorov a podvozkov, kde je spoľahlivosť kľúčová.
Práca s Odlievanie foriem
Pýšime sa tímom skúsených inžinierov, ktorí sa venujú navrhovaniu odolných a nenáročných foriem. Spoločnosť Moldiecasting chápe, že efektívny návrh formy je kľúčový pre úspešné odlievanie a zabezpečuje, že vaše výrobky spĺňajú vysoké štandardy kvality a presnosti.
Proces začiatku práce s Moldiecastingom je jednoduchý a efektívny:
- Počiatočná konzultáciaMôžete nám poslať 2D/3D výkresy alebo vzorové diely, čo pomôže pri vytváraní podrobného produktového plánu prispôsobeného vašim špecifikáciám.
- Schválenie plánuPo vygenerovaní plánu máte možnosť si ho pred pokračovaním skontrolovať a schváliť, čím zabezpečíte súlad s vašou víziou.
- Vlastný dizajn foriemPo schválení začne Moldie navrhovať vašu vlastnú formu pomocou pokročilých CAD/CAM/CAE softvér, ktorý umožňuje bezproblémovú integráciu vašich presných požiadaviek.
V celom procese výroby foriem využívame pokročilé technológie. Náš systém riadenia kvality zahŕňa vysoko presné testovacie zariadenia, ako sú trojsúradnicové a 3D skenery, aby sme zaručili, že každá forma spĺňa prísne štandardy kvality.
Ak potrebujete diely vyrobené tlakovým liatím, obráťte sa na nás.
Často kladené otázky
Ako sa porovnávajú výrobné rýchlosti pri tlakovom liatí v studenej komore s inými procesmi odlievania?
Tlakové liatie v studenej komore môže vykazovať pomalšie cykly v porovnaní s odlievaním v horúcej komore kvôli dodatočným krokom nalievania roztaveného kovu a potrebe ochladiť komoru pred zavedením nového kovu.
Napriek tomu zostáva vysoko efektívny pri veľkoobjemovej výrobe a pri veľkých množstvách často prekonáva iné metódy, ako je gravitačné liatie pod tlakom alebo liatie do pieskovej formy.