{kind=link}
{kind=link}
В машиностроительной отрасли производители часто сталкиваются с деталями, которые слишком твердые, слишком тонкие или просто слишком сложные для традиционных методов обработки. Именно здесь электроэрозионная обработка (ЭЭО) доказывает свою ценность. Удаляя материал с помощью контролируемых электрических разрядов, а не силы, эта технология обработки на станках с ЧПУ позволяет получать жесткие допуски при обработке инструментальных сталей, карбидов, титана и других экзотических сплавов.
Процесс электроэрозионной обработки можно разделить на множество вариаций в зависимости от метода обработки; наиболее распространенными являются электроэрозионная обработка проволокой, электроэрозионная обработка погружным электродом и электроэрозионная обработка для сверления отверстий.
Электроэрозионная проволока (WEDM)
Принцип работы и настройка
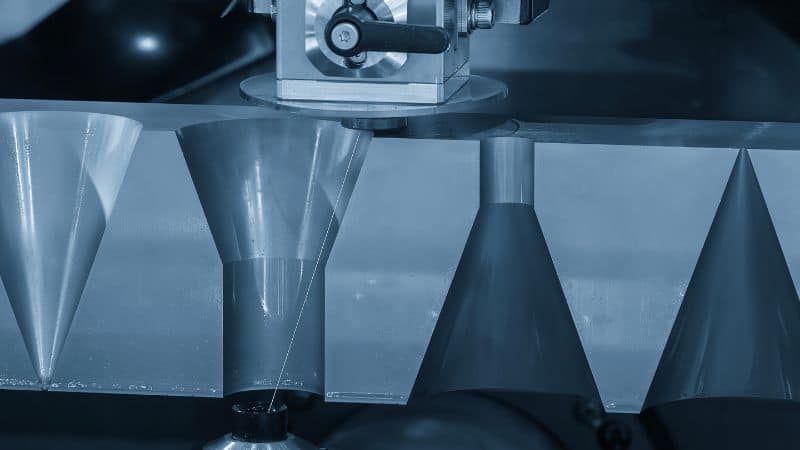
В электроэрозионной обработке проволокой в качестве подвижного электрода используется непрерывно подаваемая под напряжением электрически заряженная проволока, обычно из латуни или латуни с покрытием. Проволока никогда не контактирует с обрабатываемой деталью. Вместо этого поддерживается контролируемый зазор, в то время как станок с ЧПУ направляет проволоку по запрограммированной траектории. Заготовка погружена в деионизированную воду, которая действует как диэлектрик и эффективно вымывает стружку. Верхние и нижние направляющие для проволоки позволяют наклонять или сужать проволоку для создания угловых элементов.
Генератор станка модулирует энергию, длительность и частоту импульсов на этапах черновой обработки и нескольких проходов скребковой обработки. Черновая обработка в первую очередь ориентирована на скорость, оставляя запас для последующих скребковых обработок, которые позволяют точно настроить допуск и качество поверхности. Важно правильно установить зажимное приспособление: надежная, термостабильная конструкция, точные базовые точки и правильные пути промывки напрямую влияют на точность и производительность.
Типичные области применения и материалы
Электроэрозионные станки обычно используются для обработки сложных профилей: штампов, пуансонов, шестерен, шлицевых соединений, медицинских компонентов и сложных 2.5D-контуров, которые трудно или невозможно фрезеровать. Они превосходно подходят для обработки закаленных инструментальных сталей (A2, D2, H13), карбида вольфрама, титана, инконеля и других суперсплавов. Типичные сценарии применения включают резку. литьевые штампы из цельного блока, для изготовления прецизионных вставок, для раскроя хрупких или закаленных деталей без создания напряжений, а также для создания тонких перемычек или деликатных элементов без деформации.
Преимущества и ограничения
- Точность и отделка: Выдержка ±0.0001–0.0002″ является обычной на стабильных установках, а чистота поверхности ниже 1 мкм Ra достижима при многократном очистке.
- Минимальное механическое воздействиеОтсутствие сил резания означает, что тонкие стенки и мелкие детали остаются неповрежденными. Зоны термического воздействия невелики, а переплавленные слои тонкие.
- Удобен для автоматизацииАвтоматическая заправка нити, восстановление оборванной нити и встроенная система измерения обеспечивают надежную работу без участия оператора, особенно на длинных участках.
ОграниченияПроволока должна физически достигать контура детали, то есть создание подрезов или закрытых полостей невозможно. Для ввода проволоки требуется начальное отверстие, если только начальная точка не расположена на кромке. Для высоких деталей могут потребоваться тщательные методы промывки для поддержания стабильности и минимизации эрозии и обрывов проволоки.
Электроэрозионная обработка с погружением (традиционная электроэрозионная обработка)

Электроды, инструменты и формирование полостей
Электроэрозионная обработка с погружением, также известная как обработка штампов, использует фасонный электрод, обычно графитовый или медный, установленный на штоке. Электрод помещается на отрицательную сторону полости, а затем «погружается» в заготовку под управлением сервопривода, в то время как искровой разряд эродирует материал. В качестве диэлектрика обычно используется масло на основе углеводородов. Орбитальное движение (небольшие запрограммированные перемещения, такие как круговые или векторные орбиты) улучшает промывку, повышает качество поверхности и гарантирует получение окончательных размеров без перегрева в углах.
Выбор электрода имеет огромное значение: графит обеспечивает более высокую скорость, термостойкость и подходит для обработки больших полостей; медь хорошо сохраняет детали и позволяет получить более тонкую отделку. Опытные производители часто используют несколько электродов: один для черновой обработки, другой для получистовой обработки (стабилизации стенок) и третий для чистовой обработки (жесткой точности и Ra).
Области применения, допуски и качество поверхности.
Электроэрозионная обработка с погружением электрода — это оптимальный вариант для обработки 3D-полостей пресс-форм, тиснений, ребер, глубоких карманов, логотипов и геометрических форм, недоступных для обработки прямой проволокой. Допуски ±0.0002–0.001″ являются реалистичными в зависимости от размера и настройки, а при чистовой обработке методом выжигания возможно получение поверхности с шероховатостью менее 1 мкм Ra. Поскольку геометрию определяет электрод, сложные переходы и формы произвольной формы являются типичными для данной технологии. литьевые формы и инструменты для литья под давлением.
Преимущества и ограничения
- Реальные возможности 3D-графики: Главное преимущество этого метода заключается в создании глухих полостей, подрезов и сложных трехмерных форм, которые невозможно получить с помощью электроэрозионной обработки проволокой.
- Превосходная отделка поверхности: Способен обеспечивать исключительно тонкую обработку поверхности на сложных контурах, часто исключая необходимость ручной полировки.
ОграниченияПостоянная эрозия требует компенсации износа в программном обеспечении и часто предполагает изготовление нескольких электродов для одной задачи. Объемная скорость удаления материала, как правило, ниже, чем при электроэрозионной обработке проволокой, что делает ее менее эффективной для обработки больших объемов материала. Кроме того, для каждой уникальной полости требуется отдельный электрод, а глубокие и узкие элементы часто создают трудности при промывке диэлектриком, что может снизить как скорость, так и точность.
Электроэрозионное сверление отверстий (быстроразвертываемое/электроэрозионное сверление малых отверстий)

Механика процессов
В основе электроэрозионной обработки отверстий лежит высокоскоростной вращающийся трубчатый электрод, обычно изготовленный из латуни, меди или износостойкого медно-вольфрамового сплава. Эта полая трубка в большинстве случаев выступает в роли катода, а заготовка — в роли анода. Генератор подает высокочастотные электрические импульсы через зазор между ними, создавая серию контролируемых искр, которые испаряют и разрушают материал.
Ключевым элементом процесса является диэлектрическая жидкость под давлением — обычно деионизированная вода, — которая прокачивается через центр вращающегося электрода. Это выполняет две важные функции: она принудительно вымывает эродированные частицы из узкого зазора, предотвращая короткое замыкание, и деионизирует канал для поддержания стабильных условий искрения. Вращение электрода обеспечивает равномерный износ и способствует получению более прямого отверстия за счет стабилизации трубки. Сервосистема постоянно регулирует положение электрода для поддержания точного искрового зазора по мере углубления отверстия, что позволяет создавать глубокие отверстия малого диаметра в закаленных материалах без отклонения инструмента, которое представляло бы угрозу при традиционной механической обработке.
Примеры применения: стартовые и охлаждающие отверстия
Для производителей обычно используют электроэрозионную обработку (ЭЭО) для создания начальных отверстий перед проволочной ЭЭО, когда профиль начинается вдали от кромки. Это также стандарт для небольших охлаждающих отверстий с большим соотношением сторон в лопатках и направляющих турбин, для систем диффузионного и пленочного охлаждения, а также для точных отверстий в медицинских или микрофлюидных компонентах. Никелевые суперсплавы, титан и закаленные стали — все это подходящие материалы, при условии, что они обладают проводимостью.
Скорость, точность и ограничения
- Скорость бурения отверстий: Электроэрозионное сверление отличается исключительной скоростью и позволяет создавать небольшие, глубокие отверстия, особенно в твердых, проводящих материалах, где традиционное сверление медленно или невозможно. Скорость в основном определяется давлением диэлектрика, материалом электрода и конкретным сплавом, который сверлится, что обеспечивает быстрое начало сверления и высокую производительность при формировании отверстий.
- Точность измерения диаметра: Этот процесс отличается высокой точностью позиционирования и позволяет получать прямые отверстия с высоким соотношением сторон и диаметром всего 0.015 дюйма.
Ограничения: Специализация на точности также сопряжена с некоторыми компромиссами. Качество обработки поверхности внутри отверстий, как правило, более шероховатое, чем при электроэрозионной обработке проволокой или чистовой обработке в электроэрозионном станке с погружным электродом. Кроме того, этот процесс ограничен в основном прямыми отверстиями и не позволяет создавать изогнутые формы. Наконец, интенсивный локальный нагрев может оставлять переплавленный слой и небольшие заусенцы в точках входа и выхода, что может потребовать вторичной обработки для ответственных применений.
Специализированные электроэрозионные станки и гибридные процессы.
Электроэрозионная обработка порошковыми смесями (PMEDM)
Благодаря суспендированию проводящих или полупроводниковых порошков в диэлектрике, этот метод позволяет расширить разрядный канал, снизить плотность энергии и улучшить качество поверхности, одновременно уменьшая износ инструмента. PMEDM ценен для чистовой обработки пресс-форм или компонентов, где важна целостность поверхности. Однако он требует фильтрации и контроля процесса для поддержания постоянной концентрации.
Электроэрозионная фрезеровка/орбитальная обработка для 3D-форм
Этот метод, также называемый электроэрозионной обработкой с помощью поршня, использует небольшой электрод, который следует по трехмерной траектории движения инструмента, вращаясь вокруг нее и создавая сложные формы, подобно шаровой фрезе, но без сил резания. Он эффективен для обработки деликатных или труднодоступных элементов и позволяет сократить количество используемых электродов.
Сравнение производительности различных типов электроэрозионных станков
Факторы, влияющие на скорость резки и время цикла.
- Проволока EDMВысокая относительная скорость при периферийной резке, особенно на длинных профилях постоянной высоты. Время цикла зависит от высоты детали, длины контура, количества выравниваний и промывок.
- Синкер EDMСредняя скорость удаления материала зависит от площади электрода, стратегии орбитального движения и времени промывки. Изготовление электрода увеличивает время выполнения заказа.
- Сверление отверстийВысокая скорость для небольших глубоких отверстий: производительность зависит от износа электрода, диэлектрического давления и сплава.
Точность, допуски и чистота поверхности (Ra)
- Проволока EDMОчень высокая точность: обычно ±0.0001–0.0002″, достижимая точность <1 мкм Ra при многократном снятии пленки.
- Синкер EDMВысокая точность: ±0.0002–0.001″ (типичное значение): <1 мкм Ra при финишной обработке с использованием настроенной энергии и орбитального движения.
- Сверление отверстийВысокая точность позиционирования отверстий; качество обработки поверхности умеренное по сравнению с проволокой/погружным буром.
Термические эффекты: переплавленный слой, микротрещины и зона термического воздействия.
Все процессы электроэрозионной обработки приводят к образованию тонкого переплавленного слоя с потенциальными микротрещинами, хотя зона термического воздействия (ЗТВ) обычно неглубокая. Этого можно избежать, используя проходы чистовой обработки с меньшей энергией, оптимизируя параметры импульса, осуществляя надлежащую промывку и последующую полировку или легкую шлифовку, когда целостность поверхности имеет решающее значение (например, для подверженных усталости компонентов аэрокосмической отрасли).
| Тип EDM | Скорость | Точность подачи | Чистота поверхности (Ra) | Тепловые эффекты | Типичные применения
|
|---|---|---|---|---|---|
| Проволока EDM | Высокий | Очень высоко | <1 мкм | Минимальная зона термического воздействия, тонкий переплав. | Штампы, пуансоны, профили |
| Синкер EDM | Средний | Высокий | <1 мкм | Возможны следы повторного литья и микротрещины. | Отверстия в форме, тиснения |
| Сверление отверстий | Быстрый/средний | Высокий | скромный | В основном на въезде/выезде. | Стартовые отверстия, охлаждающие отверстия |
Выбор оборудования, соответствующего вашим потребностям в электроэрозионной обработке.
Теперь, когда вы изучили различные типы электроэрозионной обработки, пришло время обобщить их для дальнейшего использования при выборе процесса электроэрозионной обработки. Критерии выбора можно разделить на четыре аспекта.

Учет геометрии и особенностей конструкции.
- Открытые контуры и сквозные профилиВыберите электроэрозионную обработку проволокой. Она идеально подходит, когда проволока может пройти по всей траектории без подрезов.
- Закрытые полости и настоящие трехмерные формыВыберите электроэрозионную обработку с погружением электрода. Она позволяет создавать элементы, недоступные для обычной проволоки, и переносить сложную геометрию с электрода.
- Маленькие, глубокие, прямые отверстияВыберите электроэрозионное сверление. Это самый быстрый способ получения начальных отверстий и элементов охлаждения с высоким соотношением сторон.
Материал, твердость и состояние после термообработки
Для всех видов электроэрозионной обработки необходима проводимость, но твердость не является ограничивающим фактором, поскольку электроэрозионная обработка хорошо подходит для термообработанных инструментальных сталей, карбидов, титана и никелевых сплавов. Если важна стабильность размеров после термообработки, электроэрозионная обработка после закалки исключает риск деформации от сил обработки. Для карбидов или деликатных материалов предпочтительнее использовать проволоку или тщательно подобранные параметры погружного электрода, чтобы минимизировать микротрещины.
Размер партии, стоимость и экономика оснастки
- Прототипы и небольшие партииЭлектроэрозионная обработка проволокой минимизирует первоначальные затраты на оснастку и требует небольшого количества электродов, поэтому она экономически выгодна для единичных изделий и небольших партий.
- Пресс-формы большого объема или повторяющиеся полостиЭлектроэрозионная обработка с погружением электрода становится экономически выгодной, когда проектирование и изготовление электрода распределяются между множеством деталей. Эффективные стратегии использования электродов (черновая/чистовая обработка, общие геометрические формы) снижают общую стоимость.
- Ячейки для сверления отверстийДля повторяющихся узоров с охлаждающими отверстиями автоматизированное электроэрозионное сверление обеспечивает предсказуемую производительность.
Автоматизация, оснастка и мониторинг технологических процессов
Современные электроэрозионные станки поддерживают производство без участия человека. Автоматические резьбонарезные станки, устройства смены инструмента, внутрипроцессное зондирование и мониторинг станка сокращают время простоя и количество брака. Вам следует расставить приоритеты:
- Чистый диэлектрик и стабильная фильтрация обеспечивают стабильность искрообразования.
- Жесткая фиксация с надежными базовыми точками обеспечивает повторяемость результатов при работе с различными поверхностными слоями или электродами.
- Адаптивные генераторы и система контроля углов для обеспечения точности на участках с малым внутренним радиусом.
- Статистический контроль процессов и регистрация наборов параметров для обеспечения прослеживаемости при регулируемой прецизионной обработке в производстве деталей медицинского и аэрокосмического назначения.
Заключение
Электроэрозионная обработка позволяет создавать сложные конструкции за счет использования высокоточных методов. CNC-обработка а также преодоление твердости материала с помощью дополнительных методов: электроэрозионная обработка проволокой для профилей, электроэрозионная обработка погружным электродом для полостей и электроэрозионная обработка сверлом для глубоких отверстий.
Овладев знаниями, изложенными в наших статьях, вы сможете принимать взвешенные решения при выборе электроэрозионной обработки для повышения качества деталей и конкурентоспособности в передовом производстве!
Часто задаваемые вопросы
Электроэрозионная обработка предназначена только для металла? Можно ли использовать её для обработки мягких, незакалённых материалов?
Не совсем. По определению, электроэрозионная обработка (ЭЭО) предназначена исключительно для электропроводящих материалов, а изоляторы, такие как пластик, стекло и обычная керамика или композитные материалы, исключены. Однако такие материалы, как графит, карбиды кремния, диборид титана и некоторые полимерные композиты, также являются электропроводящими. Несмотря на то, что они являются нишей для ЭЭО, их также можно обрабатывать методом механической обработки.
Кроме того, если речь идет о мягких металлах, таких как алюминий или низкоуглеродистая сталь, то электроэрозионная обработка вполне осуществима, несмотря на то, что она обычно используется для обработки более твердых материалов. Просто традиционные методы обработки часто быстрее и экономичнее, если только геометрия не является чрезвычайно сложной или деликатной.
Каким образом размер детали ограничивает возможности электроэрозионной обработки?
Каждый тип электроэрозионной обработки имеет свои ограничения по размерам. Электроэрозионные станки с проволочной обмоткой ограничены диапазоном перемещения и размером резервуара. Электроэрозионные станки с погружным электродом ограничены рабочим резервуаром и грузоподъемностью электрода. Для очень крупных компонентов, таких как корабельный винт, потребуются специализированные, массивные электроэрозионные станки.
Что вызывает образование повторного слоя, и всегда ли это проблема?
Слой переплавленного материала представляет собой тонкий, повторно затвердевший слой материала, который расплавился, но не был вымыт диэлектрической жидкостью. Хотя он образуется при любой электроэрозионной обработке, его значение зависит от области применения. Для многих пресс-форм и инструментов он либо несущественен, либо может быть удален. обработка поверхностейДля высоконагруженных аэрокосмических компонентов, подверженных усталости, это критически важный фактор, который необходимо минимизировать или устранить.
Считается ли электроэрозионная обработка медленным процессом?
Электроэрозионная обработка (ЭЭО) обычно не является высокоскоростным процессом для удаления большого количества материала по сравнению с традиционной механической обработкой. Ее ценность заключается в возможности высокоточной обработки, а не в скорости. «Эффективная» скорость высока, если учесть, что она позволяет исключить множество этапов (например, черновую обработку, термообработку, чистовую обработку) и получить готовую деталь из закаленной заготовки за одну установку.