{kind=link}
{kind=link}
Что такое литье под давлением в холодной камере
В мире производства можно встретить различные методы придания металлу формы деталям. Один из эффективных способов — литье под давлением в холодной камере, подходящий для металлов с высокой температурой плавления. В этой технологии используется высокое давление для впрыскивания расплавленного металла в форму.
Компоненты холодильной камеры

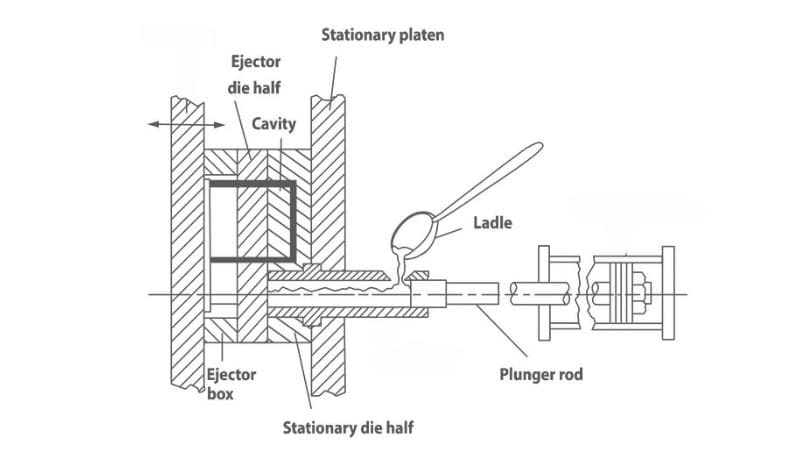
Машина для литья под давлением в холодной камере состоит из нескольких важных компонентов, которые работают вместе для эффективного производства точных металлических деталей.
Система впрыскаОбычно это гидравлический или механический поршень, который отвечает за впрыскивание расплавленного металла в матрицу.
Камера для выстрела обеспечивает контролируемое впрыскивание за счет минимизации контакта металла с системой. узел штампаСостоящий из мужской и женской половин, он придает расплавленному металлу желаемую форму. Прочный механизм зажимной механизм удерживает половинки матрицы вместе под высоким давлением во время впрыска.
После затвердевания металла, система выброса Использует выталкивающие штифты или пластины для извлечения готовой отливки без повреждений.
Комплексный каналы охлаждения Внутри штампа регулируется температура, что обеспечивает надлежащее затвердевание и сокращает время цикла.
Кроме того, гидравлическая система Приводит в действие как механизм впрыска, так и механизм зажима, обеспечивая необходимое усилие для плавной и эффективной работы.
Технологический процесс литья под давлением в холодной камере
Процесс литья под давлением в холодной камере начинается с выбора соответствующих металлических сплавов.; эти металлы являются первыми расплавлено во внешней печи, обеспечивая достижение ими необходимого жидкого состояния без загрязнения.
После разжижения расплавленный металл аккуратно переносится в... выстрел рукав В процессе литья под давлением в холодной камере металл необходимо поддерживать при постоянной температуре, чтобы предотвратить преждевременное затвердевание.
Конструкция с холодной камерой позволяет лучше контролировать температуру плавления металлов с более высокой температурой плавления, что повышает универсальность процесса.
Далее, игральная костьТщательно подготовленная и плотно зажатая матрица, способная выдерживать высокое давление, играет решающую роль в придании формы металлу. Матрица состоит из двух точно обработанных половин, образующих полость формы, соответствующую желаемой геометрии конечного изделия. Поршень или плунжер с гидравлическим приводом Затем создается огромное давление, чтобы вытолкнуть расплавленный металл из впрыскиваемой гильзы в полость матрицы. Впрыск под высоким давлением гарантирует проникновение металла во все мельчайшие детали формы, устраняя воздушные карманы и обеспечивая структурную целостность.
Как только полость кристалла будет полностью заполненаМеталл начинает быстро остывать и затвердевать внутри формы. Время охлаждения тщательно контролируется для достижения оптимальной твердости и прочности отливки. После достаточного охлаждения половинки формы разделяются, и выталкиватели активируется для точного удаления затвердевшей отливки без возникновения каких-либо дефектов или деформаций поверхности.
Что такое усилие зажима и время цикла?
Усилие зажима
Усилие зажима — это усилие, прикладываемое литейной машиной для плотного соединения двух половин формы во время впрыскивания расплавленного металла.
Силу зажима можно рассчитать по формуле:
Сила зажима = Давление в полости × Площадь проекции
Где:
- Полость Давление is Давление, оказываемое на расплавленный металл во время впрыска.
- Прогнозируемый Район is Область пресс-формы, перпендикулярная направлению впрыска.
Например, если площадь проекции детали составляет 120 см² и требуется давление впрыска 800 кг/см², то необходимое усилие зажима будет рассчитано следующим образом:
Сила зажима = 800 кг·см² × 120 см² = 96 000 кг или приблизительно 96 тонн
Цикл литья
В литье под давлением в холодной камере время цикла — это общее время, прошедшее от одного цикла впрыска до следующего. Этот цикл обычно включает несколько фаз: зажим, впрыск, охлаждение и извлечение. Общее время цикла может сильно варьироваться, но обычно находится в диапазоне от... 2 секунды и 1 минута.
Компоненты времени цикла
- Время зажимаВремя, необходимое для закрытия и фиксации половин пресс-формы перед впрыском.
- Время впрыска: Короткий период (обычно менее 0.1 секунды), в течение которого расплавленный металл впрыскивается в форму.
- Время охлаждения: Время, необходимое для полного затвердевания расплавленного металла внутри формы. Оно может варьироваться в зависимости от толщины стенок и свойств материала.
- Время выбросаВремя, необходимое для вскрытия пресс-формы и извлечения готовой детали.
В чём преимущества литья под давлением в холодной камере?

IОн способен работать с металлами с высокой температурой плавления. как алюминий и медные сплавыза счет использования внешней печи, что обеспечивает лучший контроль температуры и предотвращает преждевременное затвердевание. Этот метод позволяет создавать сложные и точные формы. с превосходной чистотой поверхности, поскольку впрыск под высоким давлением заполняет каждую деталь формы без воздушных пузырьков.
Кроме того, формы, используемые при литье в холодной камере, более долговечны. поскольку они испытывают меньшее термическое напряжение, что приводит к увеличению срока службы и снижению затрат на техническое обслуживание. Улучшен контроль качества. Благодаря точному контролю температуры, давления и скорости впрыска, получаются стабильные и бездефектные отливки. Этот процесс также обеспечивает большую гибкость.Это позволяет производить более крупные и тяжелые детали, подходящие для таких отраслей, как автомобильная и аэрокосмическая промышленность.
Кроме того, повышается операционная эффективность потому что внешняя печь упрощает техническое обслуживание и сокращает время простоя.
Сравнение с литьем под давлением в горячей камере
Литье под давлением с горячей камерой Отличие заключается главным образом в том, что камера находится в постоянном контакте с расплавленным металлом. Этот процесс больше подходит для металлов с более низкими температурами плавления. При литье в горячую камеру камера, соединенная с полостью формы, погружена в расплавленный металл. Поршень напрямую подает расплавленный металл в форму без необходимости разливки.
Вот что их отличает:
| Аспект | Литье под давлением | Литье под давлением в холодной камере |
| Местоположение печи | Встроен в станок, напрямую соединен с матрицей. | Расплавленный металл, отделенный от машины, заливается в гильзу для впрыска. |
| Цикл литья | Более короткие и быстрые производственные циклы (~15 отливок в минуту) | Увеличение времени цикла из-за ручной передачи металла. |
| Совместимость с металлами | Подходит для сплавов с низкой температурой плавления (например, цинка, магния). | Подходит для сплавов с высокой температурой плавления (например, алюминия, меди). |
| Давление впрыска | Низкое давление (1,000–5,000 фунтов на квадратный дюйм) | Более высокое давление (2,000–20,000 фунтов на квадратный дюйм) |
| Срок службы инструмента/штампов | Более длительный срок службы кристалла благодаря более низким температурам металла. | Сокращение срока службы кристалла из-за более высоких температур металла. |
| Объем производства | Более эффективно для крупносерийного производства | Лучше подходит для мелкосерийного производства или изготовления крупных деталей. |
| Сложность детали | Подходит для небольших, простых деталей. | Идеально подходит для крупных и сложных деталей. |
| Чистота поверхности | Превосходная чистота поверхности и точность размеров | Хорошая чистота поверхности, но может потребоваться дополнительная обработка. |
| Вопросы безопасности | Меньше угроз безопасности благодаря более низким температурам. | В связи с работой с металлами, имеющими более высокие температуры, требуются дополнительные меры безопасности. |
| Стоимость первоначальной установки | Ниже из-за более простой настройки | Более высокая цена обусловлена дополнительным оборудованием (отдельная печь). |
Подходящий материал для литья под давлением в холодной камере.
При литье под давлением в холодной камере выбор правильного материала имеет решающее значение, поскольку он напрямую влияет на механическую прочность и термостойкость деталей.
При выборе материала для вашего проекта по литью под давлением в холодной камере у вас есть возможность выбрать из множества доступных металлов. алюминий Это лучший выбор благодаря своим легким и высокопрочным характеристикам. Среди других вариантов можно выделить следующие: сплавы магниякоторые даже легче алюминия и медные сплавы и известны своей превосходной электропроводностью.
Применение деталей, изготовленных методом литья под давлением в холодной камере.
Литье под давлением в холодной камере позволяет создавать прочные детали, используемые в различных отраслях промышленности, обеспечивая долговечный и точный результат каждый раз.
Например, автомобильная промышленность использует этот метод для блоки двигателя и корпуса трансмиссиикоторые требуют высокой прочности и точности. В аэрокосмической отрасли производители предпочитают именно такой подход для аэрокосмические части например, компоненты для двигателей и шасси, где надежность имеет первостепенное значение.
Работать с Литье под давлением
Мы гордимся командой опытных инженеров, занимающихся проектированием долговечных и не требующих сложного обслуживания пресс-форм. Компания Moldiecasting понимает, что эффективное проектирование пресс-форм имеет решающее значение для успешного литья, гарантируя, что ваша продукция будет соответствовать высоким стандартам качества и точности.
Начать работу с Moldiecasting очень просто и эффективно:
- Первичная консультацияВы можете отправить свои 2D/3D чертежи или образцы деталей, что поможет создать подробный чертеж изделия, соответствующий вашим требованиям.
- Утверждение чертежаПосле создания плана у вас есть возможность просмотреть и утвердить его, прежде чем двигаться дальше, обеспечив соответствие вашему видению.
- Индивидуальный дизайн пресс-формыПосле утверждения Moldie приступает к разработке вашей индивидуальной пресс-формы с использованием передовых технологий. CAD/CAM/CAE программное обеспечение, обеспечивающее бесшовную интеграцию в соответствии с вашими точными требованиями.
В процессе производства пресс-форм мы используем передовые технологии. Наша система управления качеством включает в себя высокоточное испытательное оборудование, такое как трехкоординатные и 3D-сканеры, что гарантирует соответствие каждой пресс-формы строгим стандартам качества.
Если вам нужны детали, изготовленные методом литья под давлением, пожалуйста свяжитесь с нами.
Часто задаваемые вопросы
Как производительность литья под давлением в холодной камере соотносится с другими процессами литья?
Литье под давлением в холодной камере может характеризоваться более длительным циклом по сравнению с литьем в горячей камере из-за дополнительных этапов, таких как разливка расплавленного металла и необходимость охлаждения камеры перед подачей нового металла.
Однако этот метод остается весьма эффективным для крупномасштабного производства, часто превосходя другие методы, такие как литье под действием силы тяжести или литье в песчаные формы, когда речь идет о больших объемах.