{kind=link}
{kind=link}
Mikä on Cold Chamber Die Casting
Valmistusmaailmassa on olemassa erilaisia menetelmiä metallin muovailemiseksi osiksi. Yksi tehokas tapa on kylmäkammiopainevalu, joka sopii korkean sulamispisteen omaaville metalleille. Tässä tekniikassa käytetään korkeaa painetta sulan metallin ruiskuttamiseksi muottiin.
Kylmäkammiokoneen komponentit

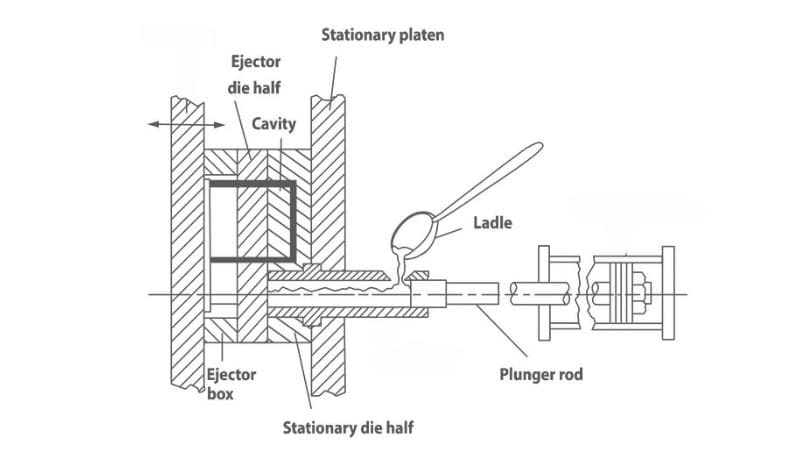
Kylmäkammiovalukone koostuu useista olennaisista komponenteista, jotka toimivat yhdessä tarkkojen metalliosien tehokkaaksi tuottamiseksi.
Ruiskutusjärjestelmä, tyypillisesti hydraulinen tai mekaaninen mäntä, vastaa sulan metallin ruiskuttamisesta muottiin.
Laukauskammio varmistaa hallitun ruiskutuksen minimoimalla metallin kosketuksen järjestelmään. Muottikokoonpano, joka koostuu uros- ja naaraspuoliskoista, muotoilee sulan metallin haluttuun muotoon. Kestävä kiristysmekanismi pitää muotin puolikkaat yhdessä korkean paineen alaisena ruiskutuksen aikana.
Kun metalli on jähmettynyt, poistojärjestelmä käyttää ejektoritappeja tai -levyjä valmiin valun poistamiseen vahingoittamatta.
Integroitu jäähdytyskanavat suulakkeen sisällä säädellään lämpötilaa, mikä varmistaa asianmukaisen jähmettymisen ja lyhentää sykliaikoja.
Lisäksi, Hydraulijärjestelmä antaa voiman sekä ruiskutus- että puristusmekanismeille, mikä takaa tarvittavan voiman sujuvaan ja tehokkaaseen toimintaan.
Kylmäkammiovalujen valmistusprosessi
Kylmäkammiovaluprosessi alkaa sopivien metalliseosten valinnalla.; nämä metallit ovat ensin sulatettu ulkoisessa uunissavarmistaen, että ne saavuttavat tarvittavan nestemäisen olomuodon ilman kontaminaatiota.
Nesteytyksen jälkeen sula metalli siirretään varovasti laukausholkki kylmäkammiovalukoneesta, prosessista, joka vaatii metallin pitämistä tasaisessa lämpötilassa ennenaikaisen jähmettymisen estämiseksi.
Kylmäkammiojärjestely mahdollistaa paremman hallinnan korkeamman sulamispisteen omaavien metallien käsittelyssä, mikä parantaa prosessin monipuolisuutta.
Seuraavaksi, kuolee, joka on huolellisesti valmistettu ja kiinnitetty kestämään korkeita paineita, on ratkaisevassa roolissa metallin muotoilussa. Muotti koostuu kahdesta tarkasti koneistetusta puoliskosta, jotka muodostavat muottiontelon ja vastaavat lopputuotteen haluttua geometriaa. Hydraulisesti toimiva mäntä tai mäntä sitten se kohdistaa valtavan paineen pakottaakseen sulan metallin ruiskutusholkista muottipesään. Tämä korkeapaineruiskutus varmistaa, että metalli tunkeutuu muotin jokaiseen yksityiskohtaan, poistaen ilmataskut ja varmistaen rakenteellisen eheyden.
Kun muottipesä on täysin täynnä, metalli alkaa jäähtyä ja jähmettyä nopeasti muotin sisällä. Jäähdytysaikaa kontrolloidaan huolellisesti valukappaleen optimaalisen kovuuden ja lujuuden saavuttamiseksi. Riittävän jäähdytyksen jälkeen muotin puolikkaat erotetaan toisistaan ja ejektorin tapit aktivoi jähmettyneen valun tarkaksi poistamiseksi aiheuttamatta pintavaurioita tai vääristymiä.
Mikä on puristusvoima ja sykliaika?
Puristusvoima
Puristusvoima on painevalukoneen käyttämä voima, jolla muotin kaksi puoliskoa pidetään tiukasti yhdessä sulan metallin ruiskutuksen aikana.
Puristusvoima voidaan laskea kaavalla:
Puristusvoima=Ontelon paine×Projisoitu pinta-alaPuristusvoima=Ontelon paine×Projisoitu pinta-ala
Missä:
- Onkalo Paine is sulaan metalliin ruiskutuksen aikana kohdistettu paine.
- Ennustettu alue is muotin alue, joka on kohtisuorassa ruiskutussuuntaan nähden.
Esimerkiksi jos osan projektiopinta-ala on 120 cm² ja se vaatii 800 kg/cm² ruiskutuspaineen, tarvittava puristusvoima lasketaan seuraavasti:
Puristusvoima = 800 kg cm² × 120 cm² = 96 000 kg tai noin 96 tonnia
Cycle Time
Kylmäkammiovalussa syklin kesto tarkoittaa kokonaisaikaa, joka kuluu yhdestä ruiskutussyklistä seuraavaan. Tämä sykli sisältää tyypillisesti useita vaiheita: puristuksen, ruiskutuksen, jäähdytyksen ja poiston. Kokonaissyklin kesto voi vaihdella suuresti, mutta on yleensä välillä 2 sekuntia ja 1 minuutti.
Syklin keston osatekijät
- PuristusaikaMuotin puoliskojen sulkemiseen ja kiinnittämiseen ennen ruiskutusta kuluva aika.
- InjektioaikaLyhyt aika (yleensä alle 0.1 sekuntia), jonka aikana sulaa metallia ruiskutetaan muottiin.
- Jäähdytysaika: Aika, joka tarvitaan sulan metallin täydelliseen jähmettymiseen muotissa. Tämä voi vaihdella seinämän paksuuden ja materiaalin ominaisuuksien mukaan.
- PoistoaikaMuotin avaamiseen ja valmiin osan ulostyöntämiseen kuluva aika.
Mitkä ovat kylmäkammiovalujen edut?

It pystyy käsittelemään korkean sulamispisteen omaavia metalleja, kuten alumiini ja kupariseoksetkäyttämällä ulkoista uunia, joka varmistaa paremman lämpötilan hallinnan ja estää ennenaikaisen jähmettymisen. Tämä menetelmä mahdollistaa tarkkojen ja monimutkaisten muotojen luomisen. erinomaisella pinnanlaadulla, sillä korkeapaineruiskutus täyttää muotin jokaisen yksityiskohdan ilman ilmataskuja.
Lisäksi kylmäkammiovalussa käytetyt muotit ovat kestävämpiä koska ne kokevat vähemmän lämpörasitusta, mikä pidentää käyttöikää ja vähentää ylläpitokustannuksia. Laadunvalvontaa parannetaan lämpötilan, paineen ja ruiskutusnopeuden tarkan valvonnan avulla, mikä johtaa tasalaatuisiin ja virheettömiin valuihin. Prosessi tarjoaa myös enemmän joustavuutta, mikä mahdollistaa suurempien ja raskaampien osien tuotannon, jotka sopivat esimerkiksi auto- ja ilmailuteollisuudelle.
Lisäksi, toiminnan tehokkuus paranee koska ulkoinen uuni yksinkertaistaa huoltoa ja vähentää seisokkiaikaa.
Vertailu kuumakammiopainevaluun
Kuumakammion painevalu eroaa pääasiassa siksi, että kammio on jatkuvassa kosketuksessa sulan metallin kanssa. Prosessi sopii paremmin metalleille, joilla on alhaisemmat sulamispisteet. Kuumakammiovalussa muottipesään yhdistetty kammio upotetaan sulaan metalliin. Mäntä pakottaa sulan metallin suoraan muottiin ilman kauhaa.
Tässä on se, mikä erottaa ne toisistaan:
| Aspect | Kuuma kamari die casting | Kylmäkammion die casting |
| Uunin sijainti | Koneeseen sisäänrakennettu, suoraan kytketty muottiin | Erillään koneesta, sulaa metallia kauhalla ammusholkkiin |
| Cycle Time | Lyhyemmät ja nopeammat tuotantosyklit (~15 valua minuutissa) | Pidemmät sykliajat manuaalisen metallinsiirron ansiosta |
| Metallin yhteensopivuus | Sopii alhaisen sulamispisteen omaaville seoksille (esim. sinkki, magnesium) | Sopii korkean sulamispisteen omaaville seoksille (esim. alumiini, kupari) |
| Ruiskutuspaine | Alempi paine (1 000–5 000 psi) | Korkeampi paine (2 000–20 000 psi) |
| Työkalun/terän käyttöikä | Pidempi suulakkeen käyttöikä alhaisempien metallin lämpötilojen ansiosta | Lyhyempi suulakkeen käyttöikä korkeampien metallin lämpötilojen vuoksi |
| Tuotanto määrä | Tehokkaampi suurten volyymien tuotannossa | Sopii paremmin pienempien tai suurempien osien käsittelyyn |
| Osan monimutkaisuus | Sopii pienille, yksinkertaisille osille | Ihanteellinen suuremmille ja monimutkaisempille osille |
| Pinnan viimeistely | Erinomainen pintakäsittely ja mittatarkkuus | Hyvä pinnanlaatu, mutta saattaa vaatia jälkikäsittelyä |
| Turvallisuusnäkökohdat | Vähemmän turvallisuusongelmia alhaisempien lämpötilojen ansiosta | Vaatii enemmän turvatoimia korkeamman lämpötilan omaavien metallien käsittelyn vuoksi |
| Alkuasennuskustannukset | Alhaisempi yksinkertaisemman asennuksen ansiosta | Korkeampi lisävarusteiden (erillinen uuni) vuoksi |
Oikea materiaali kylmäkammiovalulle
Kylmäkammiovalussa oikean materiaalin valinta on erittäin tärkeää, koska se vaikuttaa suoraan osien mekaaniseen lujuuteen ja lämmönkestävyyteen.
Kun valitset kylmäkammiovaluprojektisi materiaalia, sinulla on useita metalleja, joista valita. Alumiini on ensisijainen valinta keveytensä ja lujuutensa ansiosta. Muita vaihtoehtoja ovat mm. magnesiumseoksetjotka ovat jopa kevyempiä kuin alumiini ja kupariseokset ja tunnettu erinomaisesta sähkönjohtavuudestaan.
Kylmäkammiovalujen osien sovellukset
Kylmäkammiovalu mahdollistaa kestävien osien valmistamisen eri teollisuudenaloilla, mikä varmistaa kestävän ja tarkan lopputuloksen joka kerta.
Esimerkiksi autoteollisuus luottaa tähän menetelmään moottorilohkot ja vaihteistokotelot, jotka vaativat suurta lujuutta ja tarkkuutta. Ilmailu- ja avaruusalalla valmistajat suosivat tätä lähestymistapaa ilmailun osat kuten moottoreiden ja laskutelineiden komponentit, joissa luotettavuus on avainasemassa.
Työskentely Muottivalu
Meillä on kokeneiden insinöörien tiimi, joka on omistautunut kestävien ja vähän huoltoa vaativien muottien suunnittelulle. Moldiecasting ymmärtää, että tehokas muottisuunnittelu on ratkaisevan tärkeää onnistuneen valun kannalta, jotta tuotteesi täyttävät korkeat laatu- ja tarkkuusstandardit.
Moldiecastingin aloittaminen on yksinkertaista ja tehokasta:
- Ensimmäinen kuuleminenVoit lähettää 2D/3D-piirustuksiasi tai näyteosi, mikä auttaa luomaan yksityiskohtaisen, räätälöidyn tuotesuunnitelman tarpeidesi mukaan.
- Suunnitelman hyväksyntäKun olet luonut suunnitelman, sinulla on mahdollisuus tarkistaa ja hyväksyä se ennen jatkamista ja varmistaa, että se on linjassa visiosi kanssa.
- Räätälöity muotin suunnitteluKun Moldie on hyväksynyt muottisi, se alkaa suunnitella sitä edistyneiden menetelmien avulla. CAD/CAM/CAE ohjelmisto, joka mahdollistaa saumattoman integroinnin juuri sinun tarpeisiisi.
Käytämme edistynyttä teknologiaa koko muotinvalmistusprosessissa. Laadunhallintajärjestelmämme sisältää tarkkoja testauslaitteita, kuten kolmikoordinaatti- ja 3D-skannereita, jotta voidaan taata, että jokainen muotti täyttää tiukat laatustandardit.
Jos tarvitset painevalettuja osia, ota yhteyttä.
Usein Kysytyt Kysymykset
Miten kylmäkammiovalun tuotantonopeudet vertautuvat muihin valuprosesseihin?
Kylmäkammiovalussa sykliajat voivat olla hitaampia kuin kuumakammiovalussa, koska sulan metallin kauhottaminen ja kammion jäähdyttäminen ennen uuden metallin lisäämistä vaativat ylimääräisiä vaiheita.
Se on kuitenkin edelleen erittäin tehokas suurten volyymien tuotannossa, usein ohittaen muut menetelmät, kuten painovoimavalun tai hiekkavalun, suurten määrien tuotannossa.